Mønstre
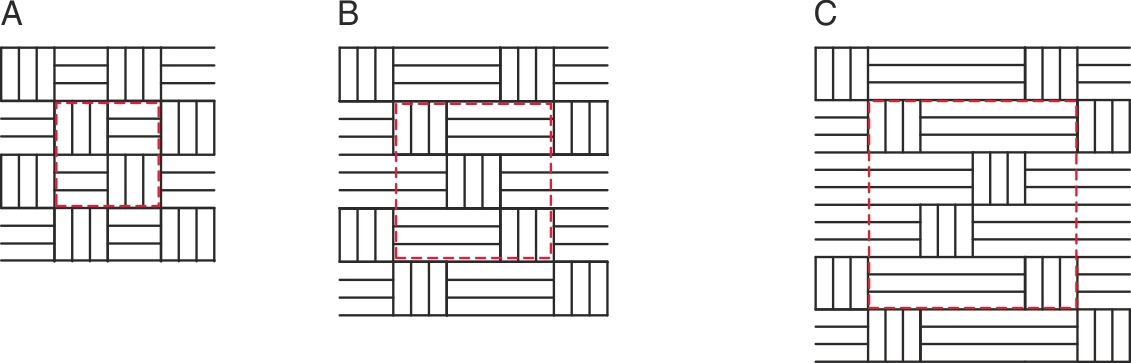
Det vil næsten udelukkende være fiberbundter, som danner grundlag for væv og måtter. Vævemønstre er mangfoldige ligesom ved tekstilvævning og bestemmer blandt andet vævets evne til at følge (dobbelt)krumme flader. En systematisk betegnelse for vævemønsteret angiver, hvor mange tråde en given tråd går over og under i vævningen; jo oftere tråden går over og under de andre tråde, desto mere ”stabilt” bliver vævet; til gengæld bliver det mindre egnet til at følge krumme flader; det siges at have mindre drapérbarhed. Det stabile væv sikrer placering og orientering af vævets fiberbundter. Det drapérbare væv tillader placering på krumme flader.
En særlig type todimensionale fiberarrangementer er måtter med fibre, der er placeret i alle mulige retninger (tilfældig orientering) og ikke er vævet sammen. Denne type måtte af glasfibre er meget brugt og fremstilles dels af korte fibre og kaldes da på engelsk ”chopped strand mats” (CSM), dels af kontinuerte fibre. I CSM-måtter er de korte fibre lige. I kontinuerte måtter er de meget lange fibre ofte krumme i måttens plan.
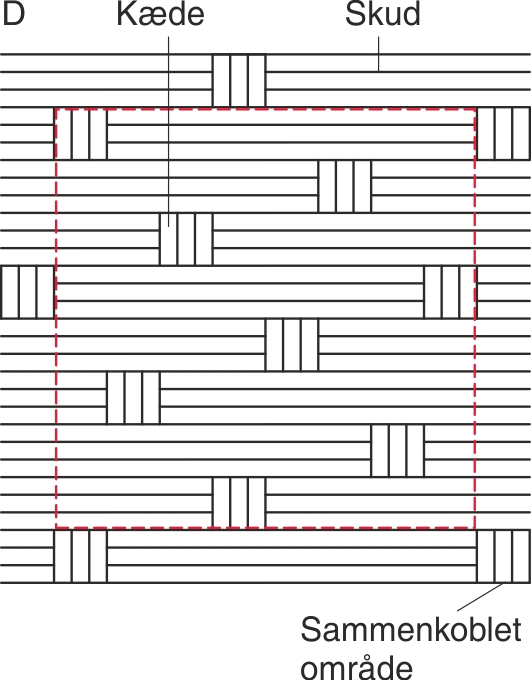
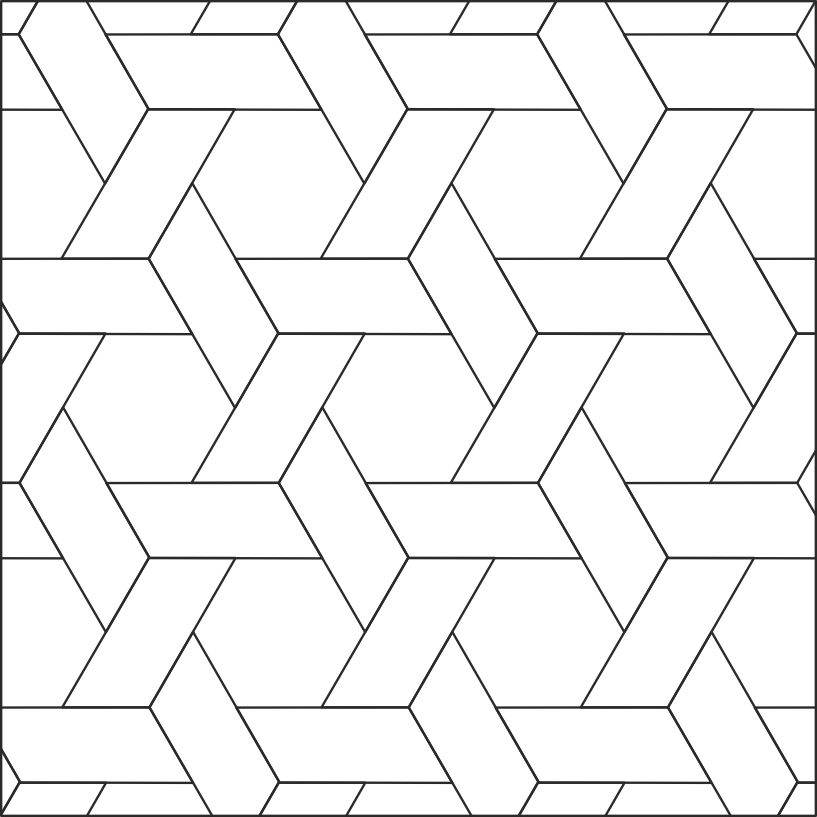
De fleste væv har to hovedretninger, som oftest er vinkelrette på hinanden: orientering 0°/90°. Retningerne kaldes kæde og skud svarende til tekstilterminologien. I en række væv findes dog flere fiberretninger, typisk tre, med orienteringer 0°/60°/120°. Disse benævnes triaksialt væv.
Nogle væv har yderligere fibre i den tredje dimension, dvs. vinkelret på vævets plan. Disse fibre tjener til at holde vævet sammen og til at give styrke til kompositmaterialet vinkelret på fx en plades plan. En skematisk oversigt over fiberarrangementer er vist i tabellen på næste side.