Snekkekøling
Snekken bliver også påvirket af friktionen og varmen.
Når snekken er kold i fødezonen, yder den granulatet effektiv fremdrift. Hvis granulatet har stuetemperatur, vil det normalt holde snekken tilstrækkeligt kold, således at plasten ikke klistrer fast, og snekken bevarer sin evne til at transportere plasten.
Hvis den bliver for varm, vil plasten derimod klistre fast mellem gængerne, og snekken vil komme til at virke som en ”massiv stang”, der blot drejer rundt, og hele fremdriften af plasten vil stoppe.
For at imødegå disse problemer er der i mange snekker indbygget køling.
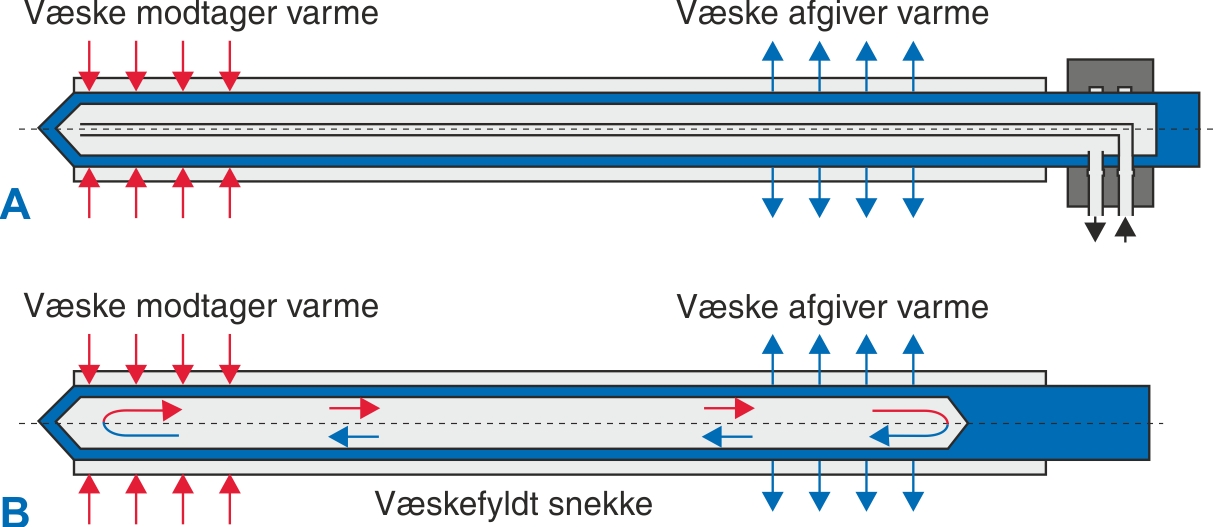
Snekker med køling er hule ind-vendigt, og kølingen kan foregå, ved at der ledes luft, vand eller olie gennem snekkehulrummet.
I en anden type er hulrummet fyldt med en væske, men uden tilgang og afgang. Væsken vil opvarmes ved snekkespidsen, men da temperaturen altid vil søge at være ens i horisontal retning, vil den opvarmede væske søge hen mod fødezonen, og her aflevere sin varme. Den koldere væske i fødezonen vil flyde langs bunden i hulrummet frem mod snekkespidsen.
På den måde vil hele snekken teoretisk have en gennemsnitstemperatur, der ligger midt mellem temperaturen ved tragten og temperaturen ved snekkespidsen.