Varmekanalfordeler med nåleventil
Ved varmekanaler forstår man separate, elopvarmede indløbskanaler i værktøjet. Overfladetemperaturen ligger i samme temperaturområde som plastsmelten, altså væsentligt over formtemperaturen.
Varmekanaler har til opgave at lede smelten så vidt muligt uden varmetab fra maskindyse til indløbspunkt.
I modsætning til den normale fordelerkanal forbliver plastmaterialet flydende i varmekanalen. Kanalens indhold af smeltet plast bliver derfor ikke afformet sammen med emnet og skal ikke regnes med til skudvolumenen undtaget ved første opstart og efter rensning af kanaler fx ved materiale- eller farveskift.
Varmekanalen kan betragtes som en forlængelse af maskindysen til formhulrummet.
Et af grundproblemerne ved anvendelse af varmekanalsystemer består i at opretholde termisk adskillelse mellem den varme kanal og det koldt tempererede værktøj, når kravene til intet eller minimalt varmetab samtidigt skal tilgodeses.
Selve værktøjets opspændingsplader bør afisoleres fra maskinens op-spændingsplaner med specielle isoleringsplader, der kan tåle lukketrykket, således at værktøjets varme ikke forsvinder over i maskinplanerne.
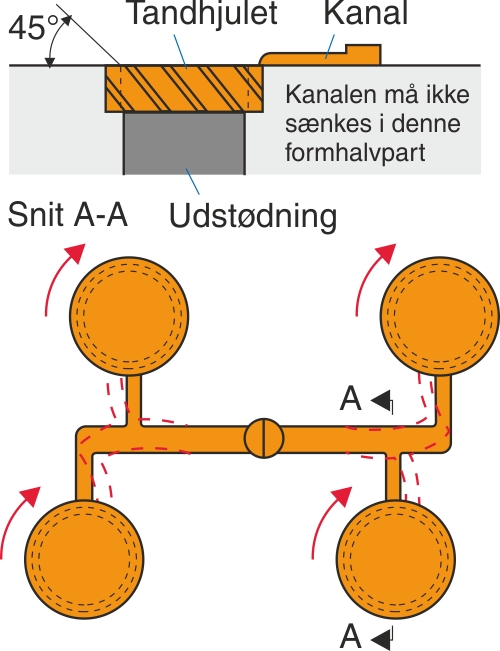
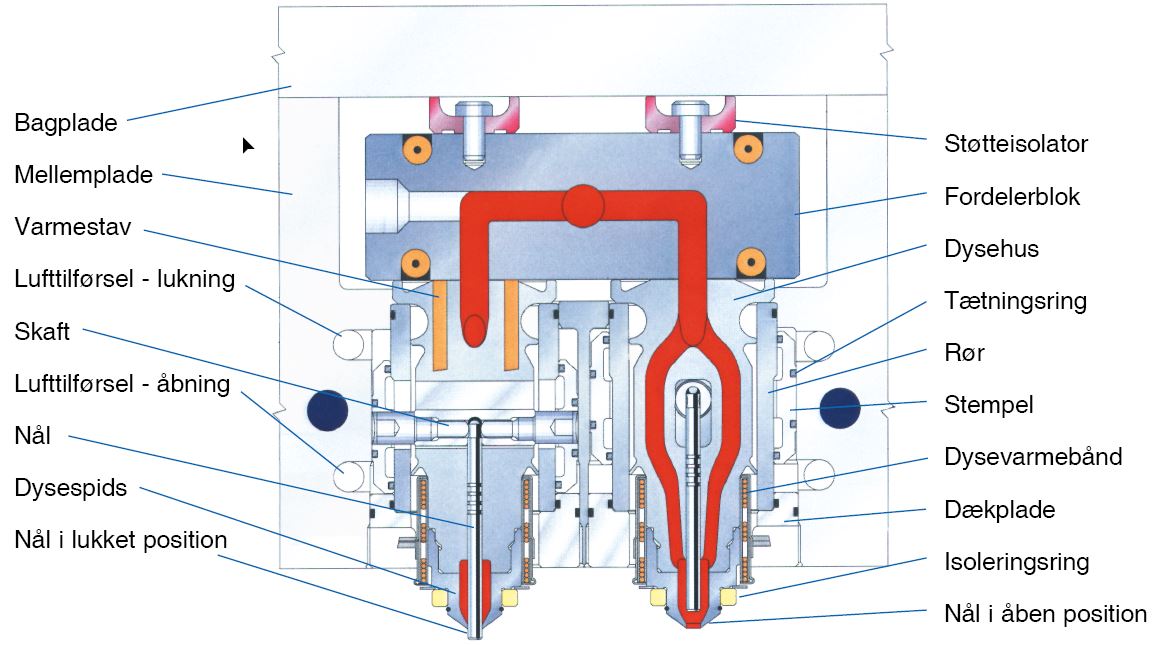
Der findes mange forskellige systemer af nåleventiler til varmekanaler, hvor det specielt er nåleventilens styring, der varierer. Nåleventilen kan ved simple varmekanaler åbne for indsprøjtningshullet under sprøjtetrykkets indvirkning og lukke igen, når sprøjtetrykket aftager. Ved andre systemer kan nåleventilens åbning og lukning styres med hydraulik eller pneumatik.