Plade og planfolieekstrudering
Grænsen mellem plader og folier kan være svær at definere, da tykkelsen ikke altid er afgørende for, hvad man kalder produktet. Nogen kalder endog 2 mm tykke plader for folie.
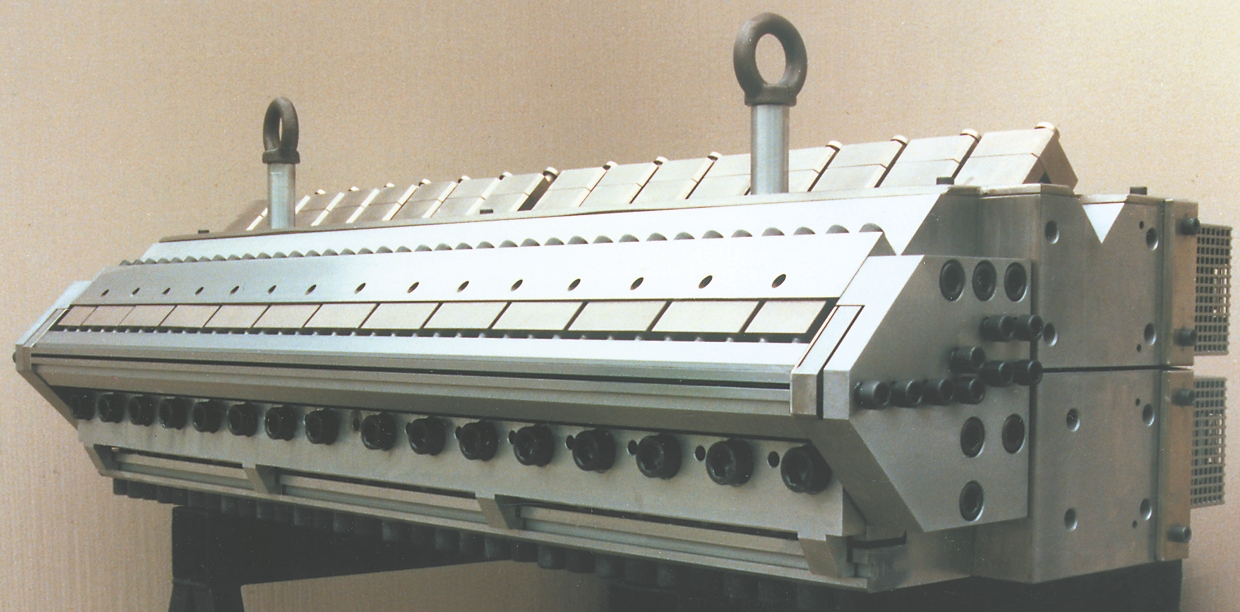
Men fælles for produkterne er, at ekstruderen er monteret med bred-/ fladdyseværktøj, der former en plade eller folie. Bredden kan variere fra under 100 mm til over 2 m. Tykkelsen kan variere fra under 1 til ca. 10 mm.
De materialer, der anvendes, kan være næsten alle typer af plast og i næsten alle hårdhedsgrader fra bløde folier til emballering af madvarer og over til hårde og stive plader til fx brusekabinevægge.
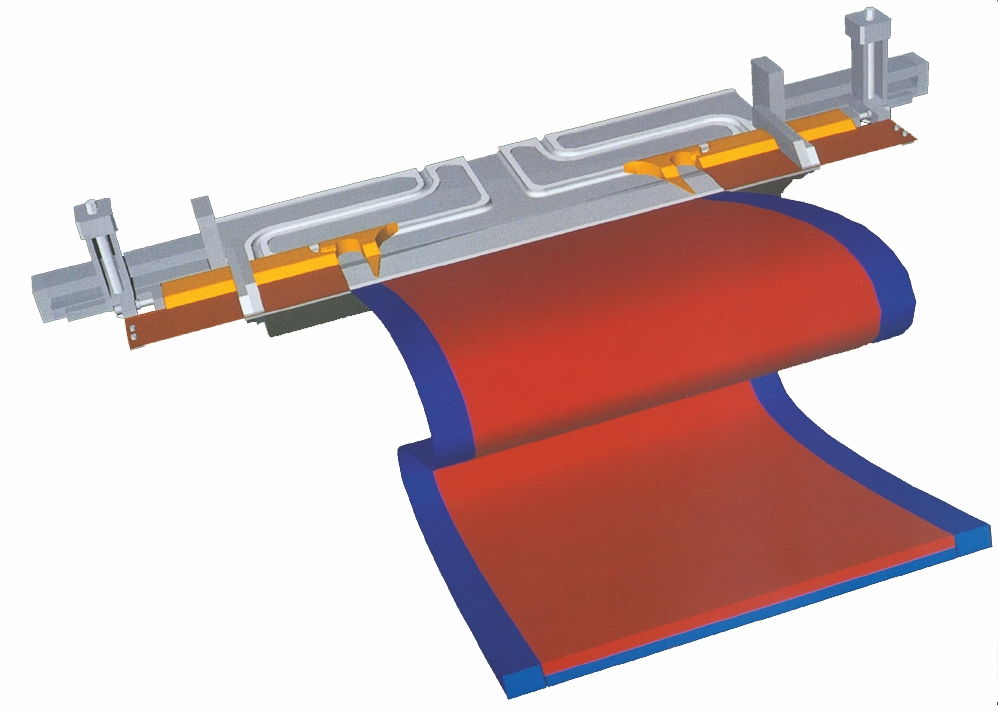
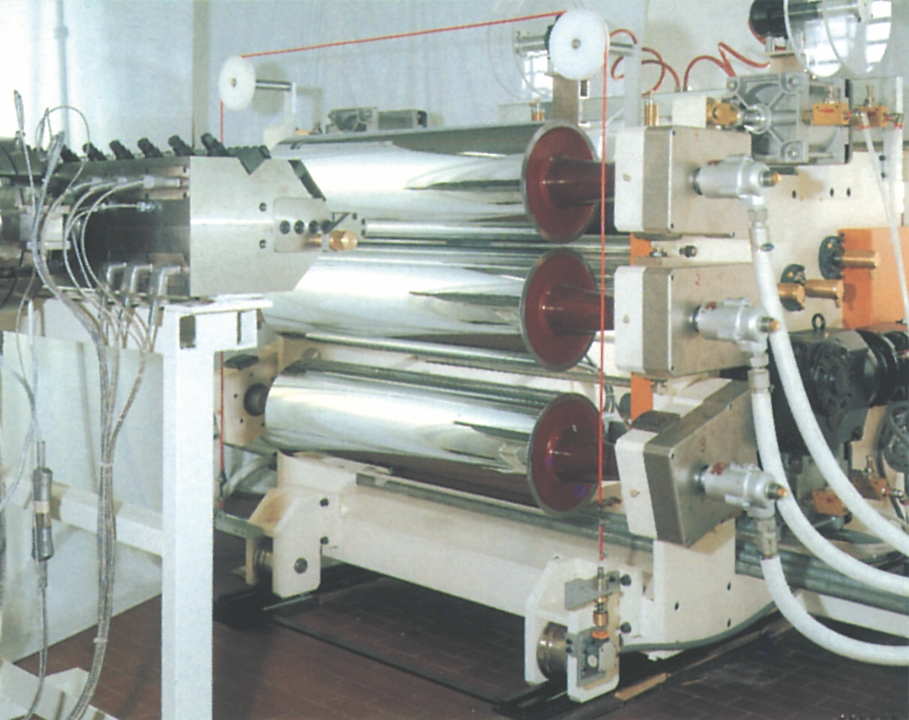
Ekstruderen trykker det varme plastmateriale ud gennem bred-/fladdyseværktøjet, hvor det passerer dysen og kommer ud som en blød folie/plade med lidt større mål og lidt tykkere end de ønskede, færdige mål. Målene svarer til dysens mål.
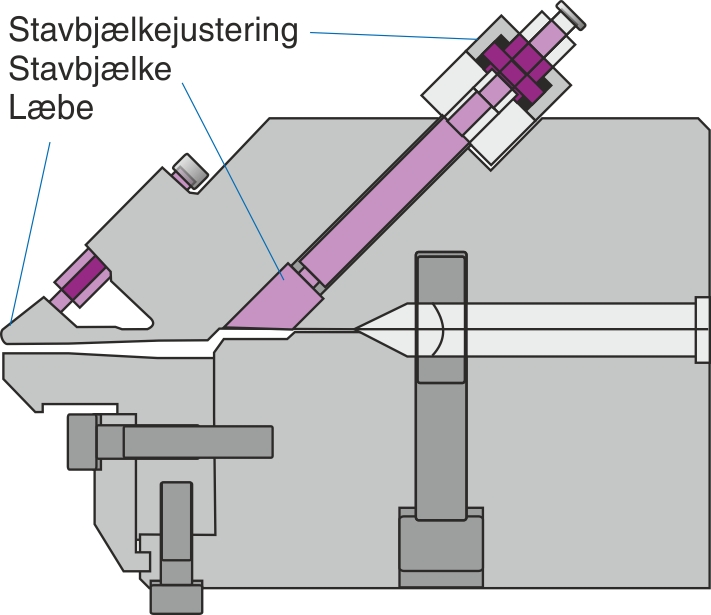
Inde i fladdyseværktøjet kan der være anbragt en såkaldt stavbjælke (kommer sikkert af det tyske ord stau = kø). Dennes funktion er at skabe ensartet flydehastighed i hele værktøjets bredde. Spalteåbningens størrelse bestemmer altså foliens tykkelse, og stavbjælken justeres således, at folien kommer ud af dysen med samme hastighed i hele dens bredde.