Slangehovedet
Slangehovedet, som skal forme slangen, vender ofte dysen nedad. Ekstruderen er derfor normalt placeret ret højt oppe.
Slangehovederne kan forme en slange med diameter fra få millimeter til mange centimeter. Slangen kan fremstilles med godstykkelser fra langt under 1 mm og opefter.
Blæsestøbevirksomhederne råder normalt over hoveder til forskellige typer af plast. Samtidigt råder de over større og mindre hoveder til forskellige diametre.
Ved at skifte inderdorn og yderring (dorn og dyse) kan man desuden med det enkelte hoved producere flere forskellige diametre og godstykkelser, men kun inden for et begrænset område.
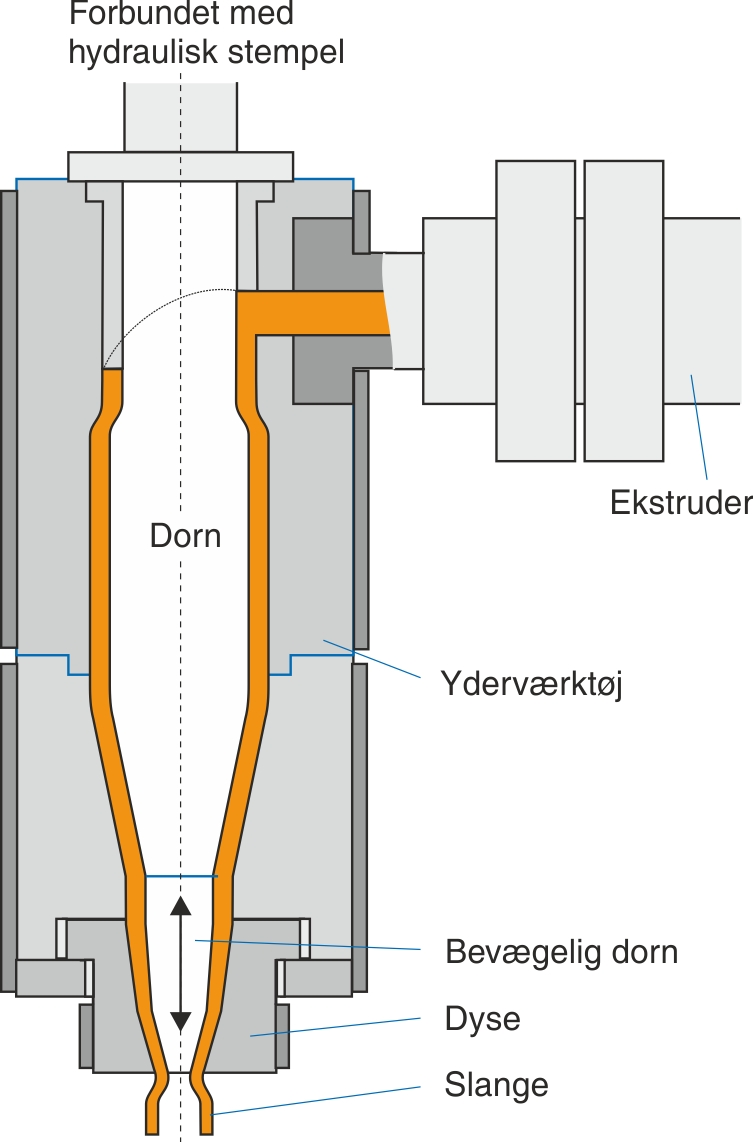
Noget helt specielt ved blæsestøbning er, at inderdorn og yderring kan forskydes i længderetningen i forhold til hinanden. Derved skabes mulighed for at variere godstykkelsen på grund af dornens og yderringens koniske udformning. Forskydningen sker typisk ved hjælp af et hydraulisk stempel, som er placeret på toppen af hovedet.
Hovederne kan deles i to hovedgrupper: Det sidefødte, som har bevægelig dorn, og det bundfødte, som har bevægelig dyse.