Krav til snekkegeometri
Råvareleverandøren foreskriver næsten altid, hvilken geometri snekken bør have for at opnå optimalt resultat. Det er vigtigt, at man sætter sig ind i disse anvisninger, inden man starter, da der ellers er meget stor risiko for, at der spildes meget materiale, inden man finder ud af, at udstyret overhovedet ikke egner sig til denne produktion.
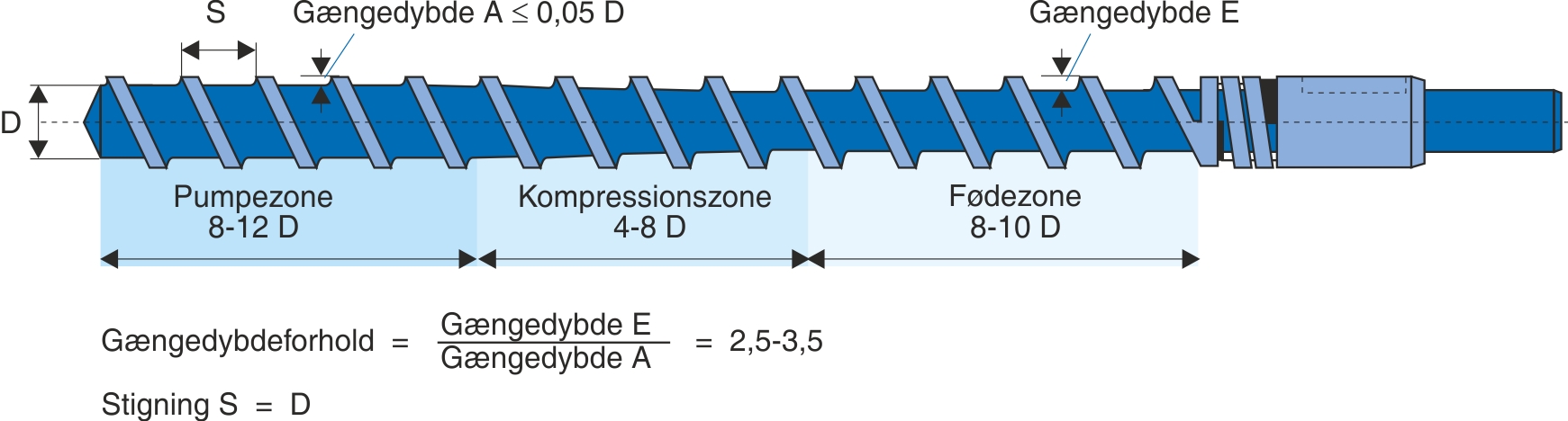
I eksemplet fra BASF vedrørende PA nederst på siden beskrives L/D-forholdet, zoneopdelingen, gængestigningen, gængedybden i pumpezonen og gængedybdeforholdet (kompressionsforholdet). Desuden kan vejledningen (databladet) også foreskrive, om der skal anvendes filter (til modtryk), om der er krav til udformning af værktøj, kalibrator, køleudstyr osv.
Som det måske vigtigste af alt er der selvfølgelig også anvisning på, hvilken temperatur eller temperaturprofil der skal anvendes.
Der er som nævnt udviklet et stort antal snekketyper. Men generelt er der i sagens natur en vis lighed mellem de mest brugte.