Den radiale ekspansion i kasseformen
For emner, der ikke er plane og således kræver retningsændring af smelten under fyldningen af formhulrummet, kan den radiale ekspansion iagttages.
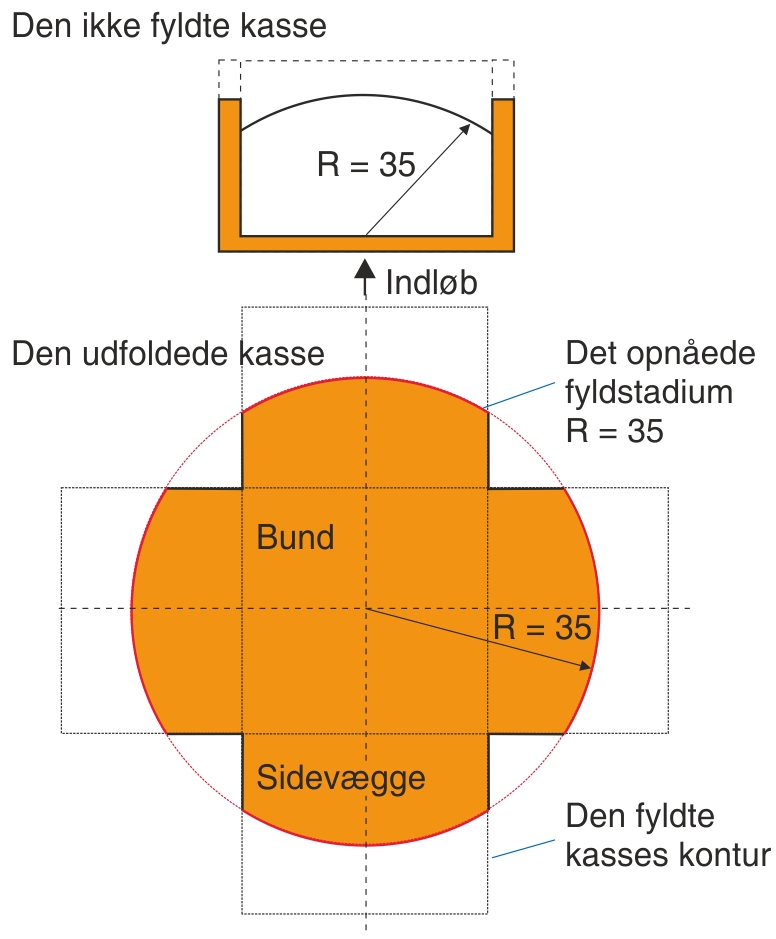
Iagttagelsen kan bedst foretages ved, at kassen (emnet) udfoldes, således at emnet bliver plant som vist i figuren til venstre.
På den udfoldede kasse fremgår det, at buerne på kassens sider nøjagtigt modsvarer det fyldestadium, processen er nået til, og med centrum for radius i indløbstappens centrum.
Det er dog ikke så ligetil ved alle emner og heller ikke ved den virkelige kasse, idet hjørnerne ofte har større eller mindre godstykkelse end kassens sider.
Er godstykkelsen i hjørnerne større, vil det give en større fremdrift for smelten, og har kassens sider dertil også forskellig godstykkelse (tilsigtet eller ikke tilsigtet), kan det viste fyldningsforløb blive fuldstændigt tilsløret.
Formtemperaturen spiller ligeledes en afgørende rolle for et fyldeforløb i ligevægt. Da det er uhyre vanskeligt at udføre en sådan køling, at fyldeforløbet vil være i ligevægt, må det påregnes, at formtemperaturen også er med til at sløre billedet af et afbalanceret fyldeforløb.
Da plastificering og homogenisering af smelten også spiller ind på smeltens ekspansionslængde, er der mange årsager til, at det er vanskeligt at opnå et fyldeforløb i ligevægt.
Smeltens ekspansionslængde kan beregnes ved hjælp af deformationsfaktorteknikken, hvis der er uens godstykkelser, og ligeledes hvis formtemperaturen også skulle være uens.