Afvigelser fra ekspansionsreglen
I nogle tilfælde, særligt ved mindre spaltehøjder (godstykkelser) i formhulrummet, kan det konstateres, at smelten ude i hjørnerne af formhulrummet flyder noget hurtigere end den øvrige smelte, selv om kølingen ude i hjørnerne er større end i den øvrige del af formen.
Når kølingen er større, burde smelten flyde langsommere i stedet for, og ekspansionslængden skulle derfor være mindre og i alt fald ikke større.
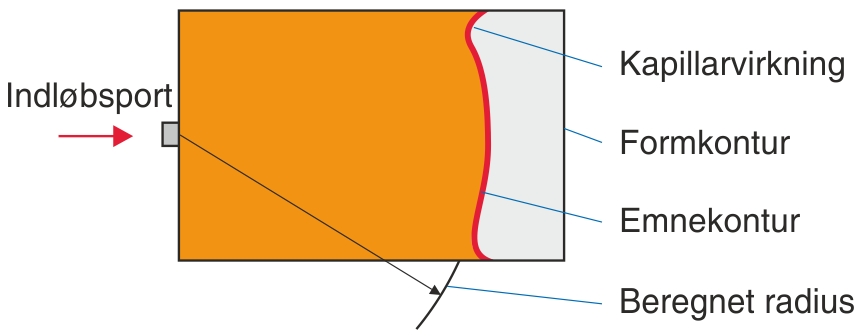
Den sandsynlige forklaring er, at det materiale, der kommer i berøring med den kolde værktøjsvæg, slagagtigt trækker sig sammen, og at denne sammentrængning forårsager et træk i det efterfølgende materiale, et træk, der bevirker en kapillarvirkning, således at smelten ekspanderer hurtigere netop der, hvor kølingen er stærkere.
Kapillarvirkningen er målt forskellig fra materiale til materiale og er større ved mere køling og ved mindre godstykkelser.