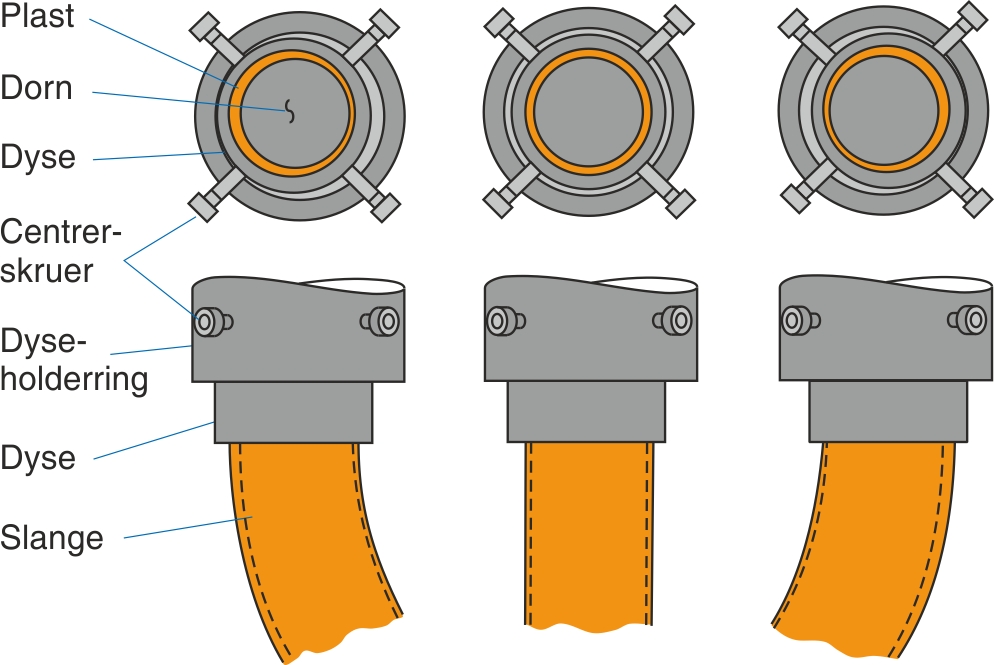
Centrering
For at opnå ensartet godstykkelse på slangen er det muligt at flytte cirku-lært på dysen eller – i nogle hoveder – på dornen. Til dette formål er der anbragt et antal centrerskruer, ofte fire eller flere til styring af dysens placering i forhold til dornen. Dysen er placeret i en dyseholderring med større åbning end dysens diameter. Derved er det muligt at flytte dysen inden for dette område.
Hvis dysen er ude af centrering, vil slangen blive tykkest og flyde hurtigst der, hvor der er mest plads.
Ekstruderen trykker det varme plastmateriale gennem slangehovedet, hvor det forlader dysen, og kommer ud som en blød slange med cirka samme diameter og samme godstykkelse som dysens spalteåbning.
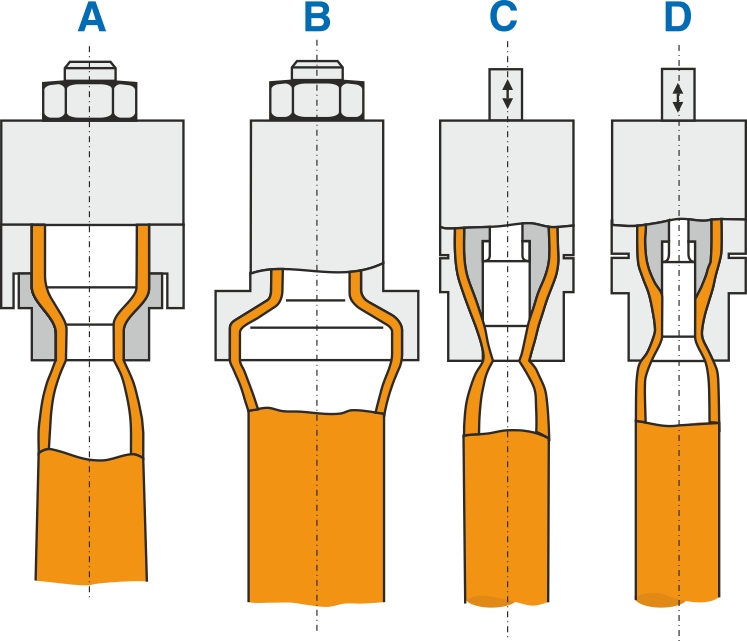
Grunden til at slangen ikke bliver præcis som dysens spalteåbning, er, at når dysesættet er konisk, kan det give en større eller mindre diameter end dysens, afhængigt af om dysen er konisk i indadgående eller i udadgåen-de retning.
På grund af den meget korte glattezone (oftest konisk) ved dysen, og på grund af plastens ”hukommelse”, vil slangen forsøge at gå tilbage til den størrelse, den fik på det længere stykke oppe i hovedet. Desuden vil godstykkelsen søge tilbage til den større godstykkelse på grund af den korte glattezone.
Følgende skema giver et fingerpeg om, hvor stor tendens plasttyperne har til at “huske” den oprindelige størrelse.
Ændring af slangediameter i forhold til dysediameter
| Plasttype | Ændring |
|---|---|
| PEHD, meget afhængigt af typen | 15-65 % |
| PELD | 30-65 % |
| PVC, stiv | 30-35 % |
| PS, generelt | 10-20 % |
| PC | 5-10 % |