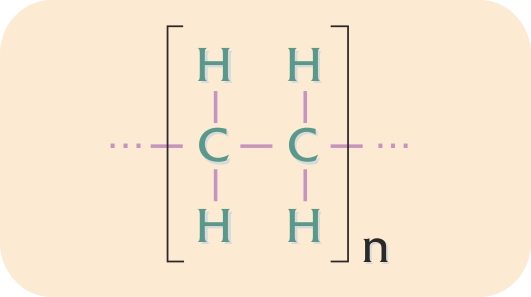
Polyethylen
Polyethylener er delkrystallinske termoplast, der fremstilles ved højtryks- og lavtryksprocesser under medvirken af mange forskellige, specielle katalysatorsystemer. De forskellige processer resulterer i de forskellige polyethylen-familier. Hver familie har sin særlige egenskabsprofil. Generelt besidder alle polyethylener fremragende elektriske isolationsegenskaber, fremragende bestandighed over for vand og fugt og god bestandighed over for næsten alle organiske opløsningsmidler og kemikalier. De er ugennemsigtige, lette, seje og fleksible materialer.
Egenskaber
Med massefylde varierende mellem 915 og 960 kg/m3 er PE lettere end vand og hører dermed til de letteste plast.
De forskellige kvaliteter adskiller sig fra hinanden ved smelteindeks, massefylde, middelmolekylmasse, molekylmassefordeling og molekylær forgreningsgrad. Til en konkret anvendelse kræves disse egenskaber nøje afstemt efter hinanden. For at karakterisere en materialekvalitet tilstrækkeligt skal i hvert fald smelteindeks, massefylde og molekylmassefordeling kendes.
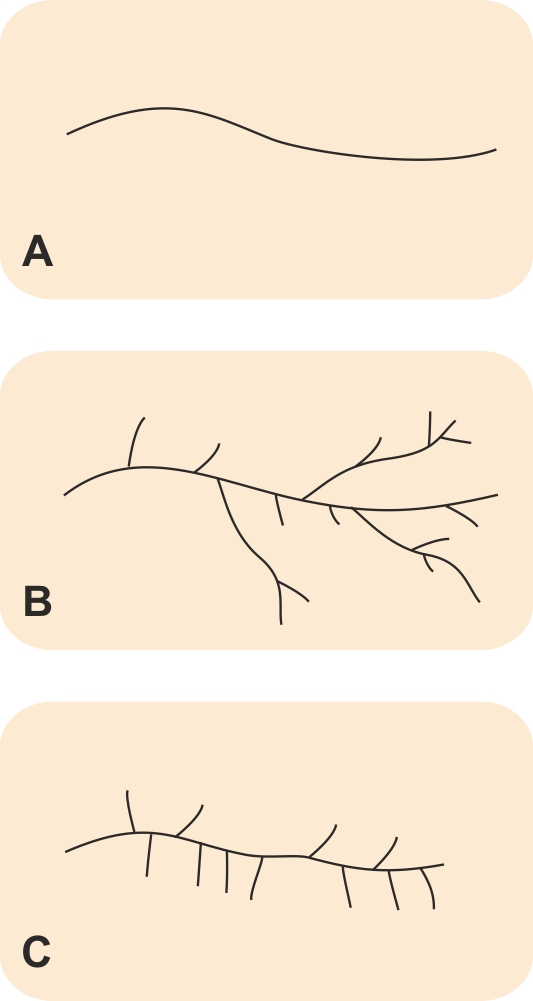
Strukturanalyser har vist, at PE-familiernes egenskabsforskelle i væsentlig grad skyldes variationer i molekylstrukturen. HD-polyethylen består næsten udelukkende af lineære molekyler. LD-polyethylen har en del forgreninger både af første, anden og undertiden højere orden. PELLD-molekylerne har derimod mange, men ganske korte førsteordensforgreninger.
Strukturforskellene gør, at molekylerne i PEHD kan pakkes tættere sammen end i PELD. Det afspejler sig i PEHD’s højere massefylde og i en lang række andre egenskaber. PEHD er således stærkere og stivere end PELD, men ikke så sej. Kærvslagsejheden efter Izod er 30-160 J/m for forskellige PEHD-kvaliteter, mens PELD slet ikke brydes ved denne metode.
Tg er for PE af alle typer langt under 0 °C, så materialerne befinder sig ved almindelig temperatur i deres viskoelastiske tilstand, hvilket forklarer deres bløde og bøjelige karakter. De er desuden mere eller mindre krystallitiske afhængigt af molekylernes forgreningsgrad og tæthed (= massefylden).
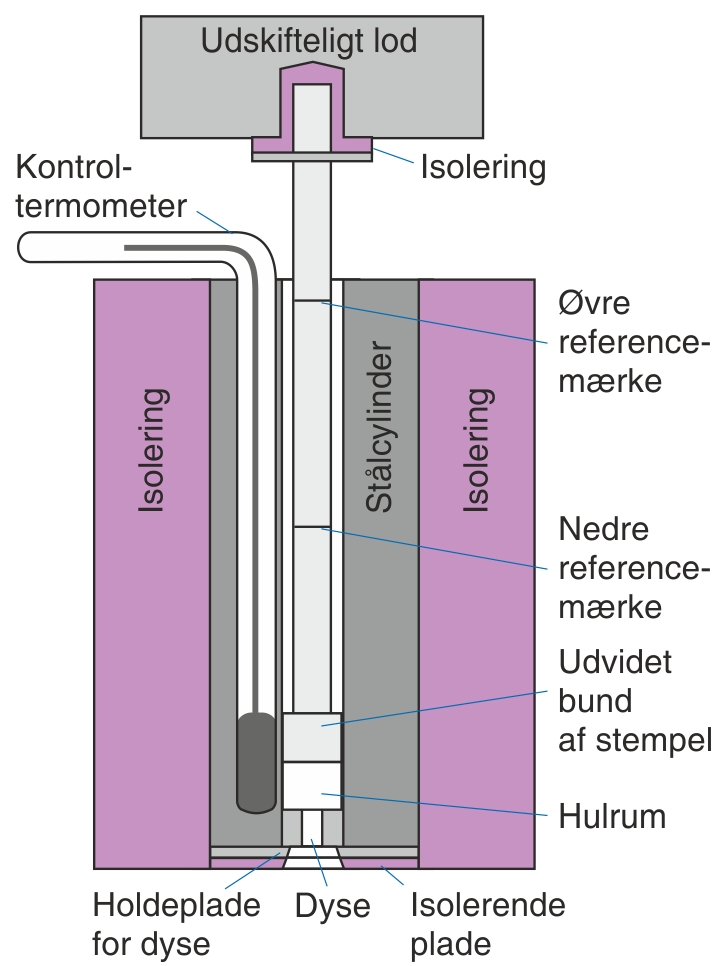
Til karakterisering af polyethylener benytter man sig blandt andet af begrebet smelteindeks (engelsk: melt flow index, MFI). Lidt materiale opvarmes til en bestemt temperatur og udsættes for en bestemt mekanisk belastning i en cylinder med veldefineret dyse. Smelteindekset er da den mængde af plasten – målt i gram – der forlader dysen i løbet af 10 minutter.
Det ses, at et højt smelteindeks er ensbetydende med lav viskositet og omvendt. Smelteindekset er et mål for materialets middelmolekylmasse, som altså er omvendt proportional med smelteindekset. To materialekvaliteter med samme middelmolekylmasse behøver imidlertid ikke at have ens flydeegenskaber; man må også kende molekylmassefordelingen. Den bestemmes fx ved størrelseskromatografi, GPC (= gel permeation chromatography).
Massefylden er som før nævnt også en væsentlig egenskab hos polyethylener. Den bestemmes med fire betydende cifre fx i en massefyldekolonne, som er et vidt, lodretstående glasrør med en passende blanding af vand og ethylalkohol, således at blandingsforholdet og dermed massefylden ændres kontinuerligt.
I fast tilstand indvirker hovedsageligt middelmolekylmassen og massefylden, men også molekylmassefordelingen, på de mekaniske egenskaber. Imidlertid har smelteindeks og massefylde ofte modsat indflydelse på egenskaberne, så i praksis må der søges kompromiser.
PE har en glansløs, voksagtig overflade. Lystransmissionen afhænger af krystalliniteten, men kun hos PELD i tynde folier fås normalt gennemskinnelighed af betydning.
Ingen af polyethylenerne er bestandige over for ultraviolet lys. Vejrbe-standigheden kan dog forbedres ved tilsætning af UV-absorbere. Imidlertid er det kun kønrøg, der har en egentlig langtidseffekt, men derved må man acceptere den sorte farve.
Massefylden af PEHD-homopolymer er 940-965 kg/m3 afhængigt af polymerisationsprocessen. Ved copolymerisation af ethylen med propylen, butylen, hexen eller octen reduceres massefylden helt ned til 940 kg/m3. PEHD er delkrystallinsk. Krystalliniteten af en given PEHD kan påvirkes ved afkølingshastigheden fra smeltet tilstand. Normalt svinger den mellem 50 og 80 %.
Egenskaber som trækflydespænding, stivhed, krybemodstand, modstand mod gennemtrængning af gasser og væsker, slidbestandighed, skrumpning ved forarbejdning (støbesvind) og hårdhed stiger med stigende massefylde. Modsat falder slagsejhed, tøjning og modstand mod spændingsrevnedannelse med stigende massefylde.
Slagsejhed, trækstyrke, tøjning og modstand mod spændingsrevnedannelse forbedres med faldende smelteindeks (= stigende middelmolekylmasse). Forarbejdelighed og optiske egenskaber forværres ved faldende smelteindeks.
Af det ovenstående ses, at det ikke er muligt at maksimere alle egenskaber i én PEHD-kvalitet. Der må altid indgås kompromiser ved design med PEHD. Det er baggrunden for det overordentligt store udvalg af PEHD-kvaliteter, som de fleste producenter tilbyder.
Som tidligere nævnt, befinder PEHD sig ved almindelig temperatur i den viskoelastiske tilstand, hvorfor den ved konstant mekanisk belastning vil give efter (krybe). Af denne grund kan almindelige korttidsdata som bøje- og trækstyrke og -modul ikke bruges ved konstruktive beregninger. Man benytter sig i stedet af krybedata. Heraf kan findes en krybemodul, som passer til den forudsatte funktionsperiode ved den forudsatte last. Krybemodstanden af PEHD forøges med stigende massefylde og stigende middelmolekylmasse. Herudover kan krybemodstanden forbedres ved tværbinding, som kan etableres ved bestråling eller ad kemisk vej.
PELLD er et overordentligt alsidigt og prisbilligt materiale. Det er sejt og kemisk bestandigt med gode dielektriske egenskaber og gode barriereegenskaber. PELLD kan indfarves og UV-stabiliseres på sædvanlig vis.
PELLD blev udbredt i slutningen af 1970’erne som en ny generation PE med fremragende styrkeegenskaber i forhold til PELD’s. Desuden er molekylmassefordelingen smallere end hos PELD, hvilket dog gør materialet sværere at ekstrudere. Emner med samme styrkeegenskaber kan fremstilles i PELLD med mindre materialeforbrug end i PELD.
Som følge af det højere krystallinske smeltepunkt (125 °C) kan der fremstilles emner, som kan tåle maskinopvask.
Desuden anvendes ofte blandinger af PELD og PELLD.
Forarbejdningsmetoder
PE forarbejdes let ved alle de sædvanlige metoder til termoplast. Af særlig betydning er foliefremstilling. En meget stor del af PE-produktionen anvendes til fremstilling af folier af alle slags ved blæsning, ekstrudering eller ekstruderingsbelægning (extrusion coating).
Anvendelser
Over 55 % af produktionen af PELD anvendes til folier, især til emballage (herunder fødevareemballage), affaldsposer og -sække, til byggeriet, landbruget og industrien. Ved ekstrudering belægges fx papir og pap, tekstiler og andre plast med PE-folie, eksempelvis til mælkekartoner.
Rør, slanger og profiler fremstilles ved ekstrudering.
En speciel kvalitet PEMD anvendes til naturgasrør.
En særlig anvendelse er kabelisolering.
Ved rotationsstøbning fremstilles hullegemer, fx tromler, transporttanke, lastepaller og havemøbler. Af tværbundet PE (PEX) rotationsstøbes særligt modstandsdygtige kemikalietransporttanke.
For at opnå særlige barriereegenskaber coekstruderes PELD med andre plast.
Eksempler på handelsnavne på PE
Paxon (Allied Chemical), Hostalen (Hoechst), AMOCO (Amoco), Eraclene og Riblene (Polimeri Europa), Dylan (ARCO/ Polymer), Lupolen (BASF), Baylon (Bayer), Lotrène (CdF), Vestolen A (SABIC), Dow PE (Dow), SABIC LDPE, SABIC LLDPE, SABIC HDPE (SABIC), Alathon (Du Pont), Tenite (Eastman), Exxon LD (Exxon), Alkathene (ICI), Novatec (Mitsubishi), Hi-zex (Mitsui), Marlex (Phillips), Natene (Rhône Poulenc), Carolona (Shell), Eltex (Solvay & Cie), Bakelit (Union Carbide), TOTAL Petrochemicals Polyethylene (TOTAL).