Trepladeværktøj med fire trækstænger eller stopstænger
Når værktøjet åbnes, vil emnet, som sidder relativt fast på kernen, holde på afriverpladen, indtil trækstængerne når deres fulde udtrækningslængde, hvorefter emnet vil blive trukket af kernen, idet afriverpladen via trækstængerne vil blive stående sammenkoblet med den faste formpart. Maskinens åbnevej skal reguleres, således at afriverpladen ikke slipper styretappene i den bevægelige formpart, såfremt værktøjet ikke er konstrueret til det.
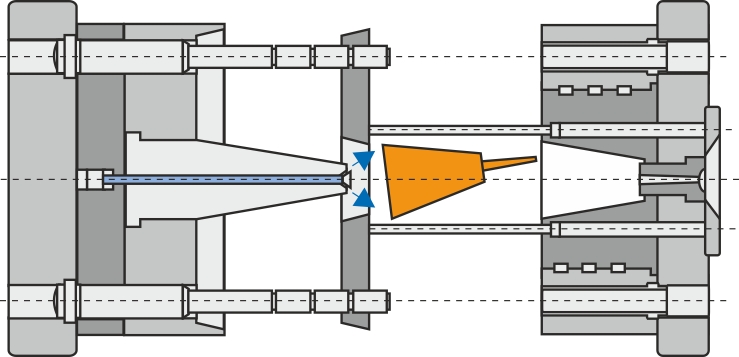
Værktøjskonstruktionen er uden udstøderkasse, idet emnet afformes via afriverpladen og trækstængerne. Som hjælp til afformningen er der påbygget en luftventil til støtteluft.
Støtteluften sørger for, at der ikke dannes vakuum under afformning. Ofte vælger man en kortere ud-stødervej og lader støtteluften sørge for den endelige afformning. Det er lettere at bygge værktøjet med støt-teluft fra starten end at skulle lave det bagefter.
Værktøjet vil kunne indbygges i en noget mindre maskine end den maskine, værktøjet med afriverring og med udstøderkasse kræver, altså en passende størrelse maskine i forhold til emnet og lukkekraftbehovet.