Den viskose sjæls forgrening i hulrum med konstant spaltehøjde
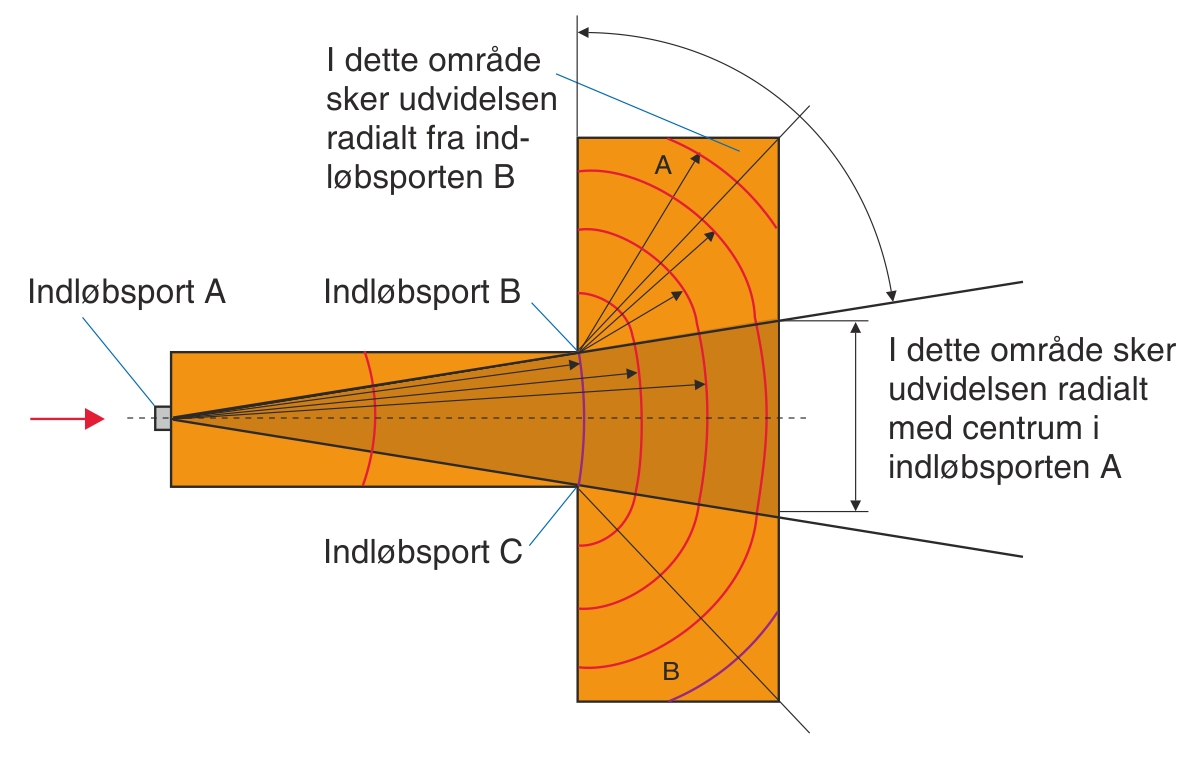
Figuren ”T-forgrening” viser en T-forgrening i formhulrummet A og B, dvs. to arme vinkelret på den oprindelige ekspansionsretning.
Smeltens bevægelse ind i grenene A og B kan for hver ekspansionsfase indtegnes med en passer efter de gældende regler.
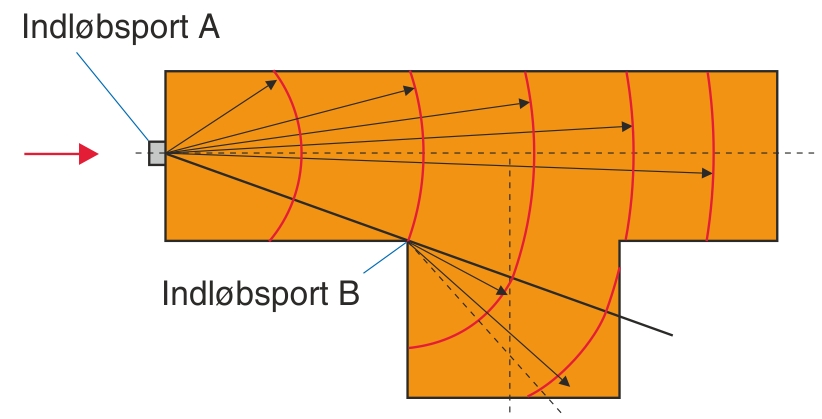
Figuren ”Enkelt vinkelforgrening” viser en forgrening af formhulrummet med to arme, A og B, hvor A er en fortsættelse af den oprindelige flyderetning, og armen B står vinkelret herpå. Også her kan der med en passer indtegnes enhver ønsket fyldningsfase.
Det bemærkes, at grenen B ud til siden tilsyneladende er mere fyldt end grenen A i flyderetningen. Dette til trods for, at spaltehøjden er ens i begge arme.
Det må bemærkes, at passerme-toden virker helt i overensstemmel-se med praktiske forsøg udført med det pågældende emne.
Den samme iagttagelse som på den foregående figur kunne endda gøres selv med grenen gående modsat den oprindelige flyderetning.
Passermetoden har dog en lille fejl, idet man vedvarende går ud fra kanten, der danner vendepunktet for den viskose sjæl. Da kanten køler den flydende plast, rykker den viskose sjæl indad i formhulrummet, hvorved passeren med tiltagende flydelængde ligeledes skulle følge med indad, hvilket fremgår af figuren ”Korrigeret flydning”.
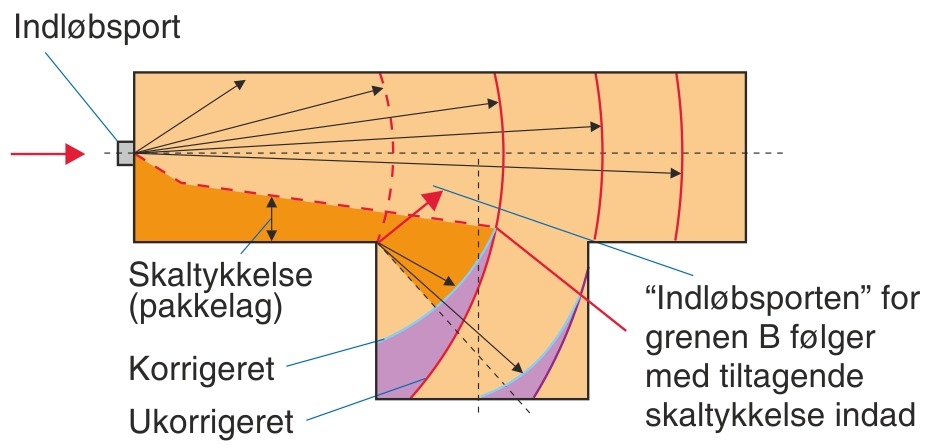
Som det fremgår, har den korrigerede flydning også lidt indflydelse på sidegrenens længde.
Armen ud til siden er således fra den viskose sjæls strømningsprincip ikke længere end den arm, der ligger i den oprindelige flyderetning, idet den viskose sjæl målt fra indløbsporten som udgangspunkt har tilbagelagt nøjagtigt samme flydelængde.
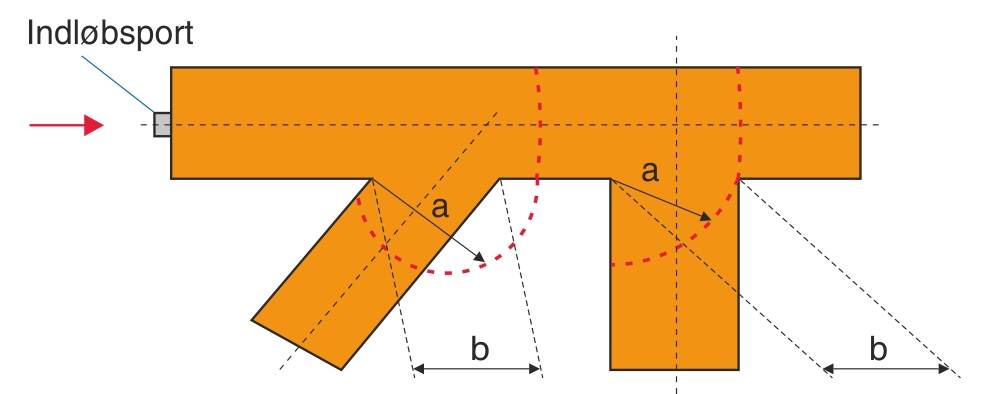
I figuren ”Åbningsdimension af sidegrene” fremgår det, at ekspansionen af smelten under fyldningen af sidegrenen a svarer til sidegrenens åbningsdimension b.
Iagttagelsen er forbavsende, og det vil måske fremkalde skepsis, at den oprindelige flyderetning ikke skulle være den foretrukne under fyldningen, men forsøg med diverse værktøjer har hver gang bekræftet de omtalte regler. Konstruktionen af en hvilken som helst ekspansionsfase under fyldningen i et formhulrum kan således gennemføres med passermetoden.