Tolerancebestemmelse
Ud fra principperne i systematisk indkøring kan der opstilles forskellige modeller til bestemmelse af et sprøjtestøbeværktøjs tolerancespænd.
Da det kan blive ret omfattende, er det vigtigt inden igangsætning at lave en plan for, hvorledes indkøringen gribes an, derigennem hvilke parametre der skal indgå i tolerancefastsættelsen.
Den planlægning, der er anvendt til nedenstående tolerancebestemmelse, er udvalgt ved en produktion af et emne betegnet som ”skive” produceret i POM.
De parametre, der har størst indflydelse på et emnes svind, kan indgå i planlægningen, men hvis alle parametre anvendes, vil det blive en temmelig voldsom planlægning, hvorfor nedenstående tre parametre udvælges.
Planlægning:
- Eftertryk
- Massetemperatur
- Værktøjstemperatur
De øvrige parametre vil ikke umiddelbart kunne anvendes, uden det blev i en modificeret form.
Hvis fx eftertrykstiden skulle indgå, ville det forudsætte, at det blev fastlagt, hvorledes eftertrykstiden kunne eller skulle afkortes.
Ud fra de tre punkter, der indgår i planlægning og indkøring, vil det være formålstjenligt med en opdeling i to hovedgrupper og med tre indkøringer = undergrupper i hver hovedgruppe, hvor de tre undergrupper har hver deres eget eftertrykstrin.
Fælles for hovedgruppe 1 og 2 er de tre eftertrykstrin:
- Et stort eftertryk = 525 bar
- Et middelstort eftertryk = 323 bar
- Og et lille eftertryk = 120 bar
Bemærk middelstort eftertryk er bestemt som summen af det store og det lille eftertryk divideret med 2.
Specielt for gruppe 1:
- Værktøjstemperatur = 75 °C
- Massetemperatur = 190 °C
Specielt for gruppe 2:
- Værktøjstemperatur = 45 °C
- Massetemperatur = 215 °C
Resultatet af indkøringerne kan ses på de følgende sider. Der kan dog laves mange andre kombinationer, fx kan værktøjstemperaturen ombyttes i de to grupper, hvorefter massetemperaturen ligeledes også kan ombyttes osv.
Bestemmelse af optimale procesparametre til tolerancebestemmelse
| Mål b, tegn 112.098 | 42,7 ±0,2 | ||
| Maks. mål | 42,9 | Tegn. nr. | 19.027 |
| Min. mål | 42,5 | Emnebenævnelse: | Skive |
| Parametre serie A | Parametre serie B | ||
|---|---|---|---|
| Værktøjstemperatur | 75 °C | Værktøjstemperatur | 45 °C |
| Massetemperatur | 190 °C | Massetemperatur | 215 °C |
Eftertryksvalg ved målstabilitetsserie A
| Prøve nr. | Min. P | Middel P | Maks. P |
|---|---|---|---|
| 120 bar | 323 bar | 525 bar | |
| 1 | 42,68 | 42,70 | 42,75 |
| 2 | 42,65 | 42,69 | 42,73 |
| 3 | 42,72 | 42,71 | 42,76 |
| 4 | 42,73 | 42,71 | 42,74 |
| 5 | 42,69 | 42,70 | 42,78 |
| 6 | 42,75 | 42,72 | 42,72 |
| 7 | 42,60 | 42,72 | 42,73 |
| 8 | 42,55 | 42,70 | 42,74 |
| 9 | 42,65 | 42,69 | 42,75 |
| 10 | 42,69 | 42,73 | 42,70 |
| Middelværdi | 42,671 | 42,707 | 42,74 |
| Standardafvigelse (S) | 0,0610 | 0,0134 | 0,022 |
| 3 x S | 0,183 | 0,040 | 0,066 |
| Tolerance ± | 0,183 | 0,040 | 0,066 |
| Korttidsstabilitet i % | 0,429 | 0,094 | 0,155 |
| 99,7 % af emnerne måler | 42,671 ±0,183 | 42,707 ±0,040 | 42,74 ±0,066 |
| Maks. mål | 42,854 | 42,747 | 42,806 |
| Min. mål | 42,488 | 42,667 | 42,674 |
| Tolerancemål maks. | 42,9 | 42,9 | 42,9 |
| Tolerancemål min. | 42,5 | 42,5 | 42,5 |
| Eftertryk | 120 bar | 323 bar | 525 bar |
| Min. mål uden for tolerance | Falsk | Nej | Nej |
| Maks. mål uden for tolerance | Nej | Nej | Nej |
Eftertryksvalg ved målstabilitetsserie B
| Prøve nr. | Min. P | Middel P | Maks. P |
|---|---|---|---|
| 120 bar | 323 bar | 525 bar | |
| 1 | 42,71 | 42,71 | 42,85 |
| 2 | 42,68 | 42,70 | 42,86 |
| 3 | 42,75 | 42,72 | 42,88 |
| 4 | 42,76 | 42,72 | 42,87 |
| 5 | 42,72 | 42,71 | 42,86 |
| 6 | 42,78 | 42,73 | 42,87 |
| 7 | 42,63 | 42,73 | 42,86 |
| 8 | 42,58 | 42,71 | 42,85 |
| 9 | 42,68 | 42,70 | 42,86 |
| 10 | 42,78 | 42,74 | 42,86 |
| Middelværdi | 42,707 | 42,717 | 42,862 |
| Standardafvigelse (S) | 0,0658 | 0,0134 | 0,009 |
| 3 x S | 0,198 | 0,040 | 0,0288 |
| Tolerance ± | 0,198 | 0,040 | 0,028 |
| Korttidsstabilitet i % | 0,4625 | 0,094 | 0,0643 |
| 99,7 % af emnerne måler | 42,71 ±0,198 | 42,72 ±0,040 | 42,86 ±0,028 |
| Maks. mål | 42,905 | 42,757 | 42,890 |
| Min. mål | 42,509 | 42,677 | 42,834 |
| Tolerancemål maks. | 42,9 | 42,9 | 42,9 |
| Tolerancemål min. | 42,5 | 42,5 | 42,5 |
| Eftertryk | 120 bar | 323 bar | 525 bar |
| Min. mål uden for tolerance | Nej | Nej | Nej |
| Maks. mål uden for tolerance | Falsk | Nej | Nej |
Middelværdierne x for tolerancegrupperne A og B fra skemaet til tolerancebestemmelse er indsat samlet som et punkt i tolerancebestemmelseskurverne A og B nedenfor:
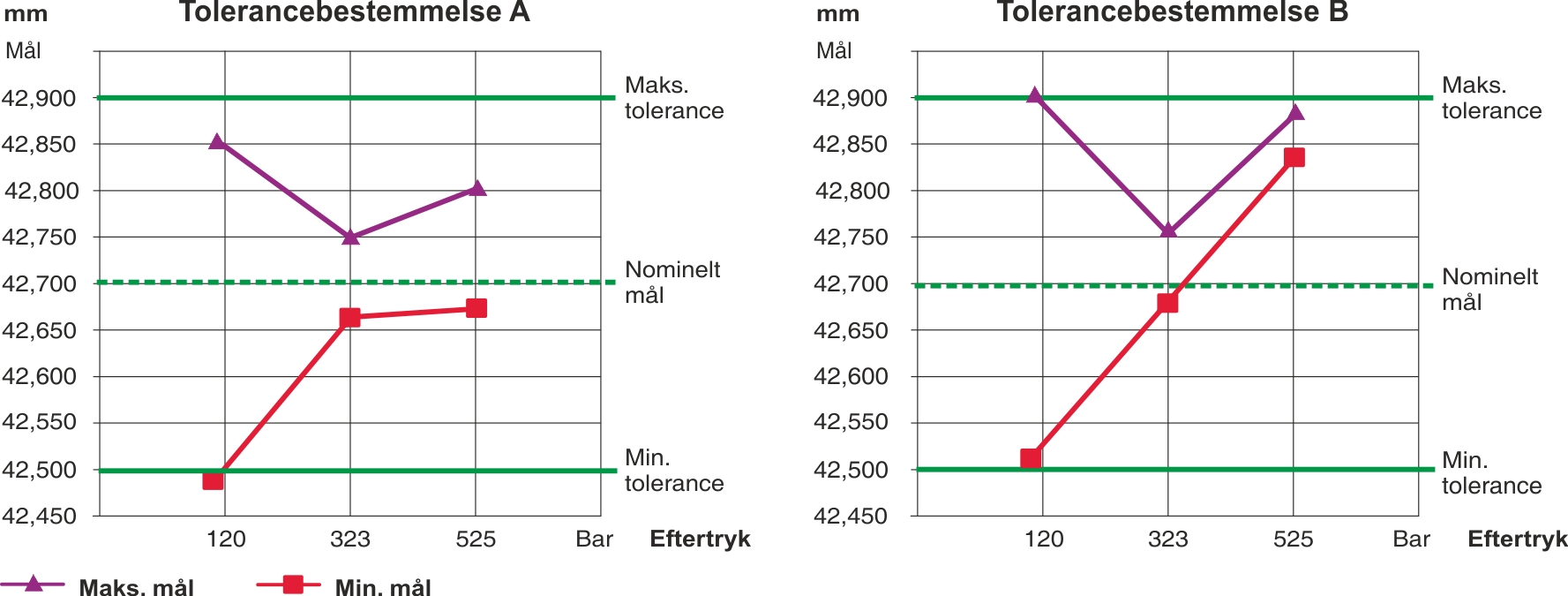
Til belysning af tolerancebestemmelseskurverne A og B ovenfor kan følgende vigtige oplysninger uddrages og kommenteres med hensyn til indkøringsresultatet.
1. Gruppe A, Min. P = 120 bar
Værdierne for ”Min. P” = 120 bar udviser en ret stor variation omkring nominelt mål, der er 42,7 med tolerancen ±0,2, med minimummålet uden for tolerance:
- Minimummålet er uden for toleranceområdet (42,488)
- Maksimummålet er i den øvre ende af toleranceområdet (42,854)
- Korttidsstabiliteten = 0,429 % er en relativt stor variation
- Korttidsstabilitetstolerancen udgør ±0,183 mm, skal ikke kommenteres
Denne indkøring, som er uden for toleranceområdet, kan derfor ikke accepteres.
2. Gruppe A, Middel P = 323 bar
Værdierne for ”Middel P” = 323 bar udviser en meget lille variation omkring nominelt mål, der er 42,7 ±0,2:
- Både minimum- og maksimummål er inden for tolerancen (hhv. 42,667 og 42,747)
- Begge mål ligger tæt på begge sider omkring nominelt mål
- Kortidsstabiliteten = 0,094 % er en meget lille og fin variation
- Korttidsstabilitetstolerancen på ±0,04 mm er rigtigt flot
Denne indkøring, som er inden for toleranceområdet og meget flot placeret til begge sider omkring det nominelle mål uden den store afvigelse og med en meget lille variation i stabiliteten, kan derfor rent tolerancemæssigt vælges som meget egnet. Det er den bedste af alle indkøringerne.
3. Gruppe A, Maks. P = 525 bar
Værdierne for ”Maks. P” = 525 bar udviser en meget lille variation, som fordeler sig tæt på begge sider af nominelt mål og i god afstand fra toleranceområdet, der er 42,7 ±0,2:
- Både minimum- og maksimummål er inden for toleranceområdet (hhv. 42,674 og 42,806)
- Målene ligger tæt omkring nominelt mål
- Korttidsstabilitet = 0,155 % er en lille og flot variation
- Korttidsstabilitetstolerancen på ± 0,066 mm er meget flot
Denne indkøring er inden for tolerancen med en lille variation i stabiliteten, men er ikke den af de indkøringer i gruppen, der skal anbefales, men rent tolerancemæssigt ville produktionen være udmærket at køre, altså i orden.
4. Gruppe B, Min. P = 120 bar
Værdierne for ”Min. P” = 120 bar udviser en ret stor variation på begge sider af nominelt mål, der er 42,7 ±0,2, med maksimummålet uden for tolerancen:
- Maksimummål er uden for toleranceområdet (42,905)
- Minimummål er inden for toleranceområdet, men i den nedre ende
- Både minimum- og maksimummål ligger med store variationer placeret på begge sider af nominelt mål, men i udkanten af minimum- og maksimumtolerancen
- Korttidsstabilitet = 0,463 % er en relativt stor variation
- Korttidsstabilitetstolerancen på ± 0,198 mm skal ikke kommenteres
Denne indkøring, som er uden for toleranceområdet, kan derfor rent tole-rancemæssigt ikke accepteres, idet maksimummålet er uden for tolerancen.
5. Gruppe B, Middel P = 323
Værdier for ”Middel P” = 323 bar udviser en meget snæver variation omkring nominelt mål, der er 42,7 ±0,2:
- Både minimum- og maksimummål er inden for tolerancen (hhv. 42,677 og 42,757)
- Både minimum- og maksimummål ligger med en meget lille variation tæt omkring begge sider af nominelt mål
- Korttidsstabilitet = 0,094 % er en meget lille og fin variation
- Korttidsstabilitetstolerancen på ± 0,04 mm er rigtigt flot og en meget lille variation
Denne indkøring, som er inden for toleranceområdet uden den store afvigelse og med en meget lille variation i stabiliteten snævert omkring nominelt mål, kan derfor rent tolerancemæssigt anbefales. Den er den næstbedste af indkøringerne.
6. Gruppe B, Maks. P = 525 bar
Værdier for ”Maks. P” = 525 bar udviser en meget snæver variation, som desværre ligger meget langt over nominelt mål, men både minimum- og maksimummål er inden for tolerancen, men på samme side af nominelt mål. Toleranceområdet er 42,7 ±0,2:
- Både minimum- og maksimummål er inden for tolerancen (hhv. 42,834 og 42,890)
- Både minimum- og maksimummål ligger over nominelt mål med en meget lille variation
- Korttidsstabilitet = 0,064 % er en meget lille og flot variation
- Korttidsstabilitetstolerancen på ± 0,028 mm er en yderst flot variation
Denne indkøring ligger inden for tolerancen med en meget lille variation i det øvre toleranceområde. Indkøringen kan ikke anbefales, da der skal en meget lille variation til at bringe produktionen uden for tolerancen.
Såfremt den indkøring vælges på grund af dens lille variation, skal målet korrigeres ned til nominelt mål.
De seks indkøringer i skemaet ”Bestemmelse af optimale procesparametre til tolerancebestemmelse” belyser inden for de opstillede parametre det sprøjtestøbte emnes tolerancespænd, som vil kunne danne baggrund for valg af toleranceområde. Dermed bestemmes, hvilke indkøringsparametre der bør vælges til den endelige produktion.
Såfremt produktionen ønskes produceret i et af de områder, der ikke kan anbefales, vil denne analyse kunne fortælle noget om, hvorledes værktøjet skal korrigeres for at få emnets mål tæt på det nominelle mål, hvis det vel at mærke kun drejer sig om det rent tolerancemæssige.
I mange indkøringssituationer vil man helt kunne undgå korrigering af værktøjet, idet indkøringen kan vise tolerancespændet med en sådan bredde, at produktionen ville kunne indkøres til at have emnevariationerne liggende tæt omkring nominelt mål og alligevel komme til at foregå på en økonomisk optimal måde.