Eksempel på parameterkort til forseglingsserie
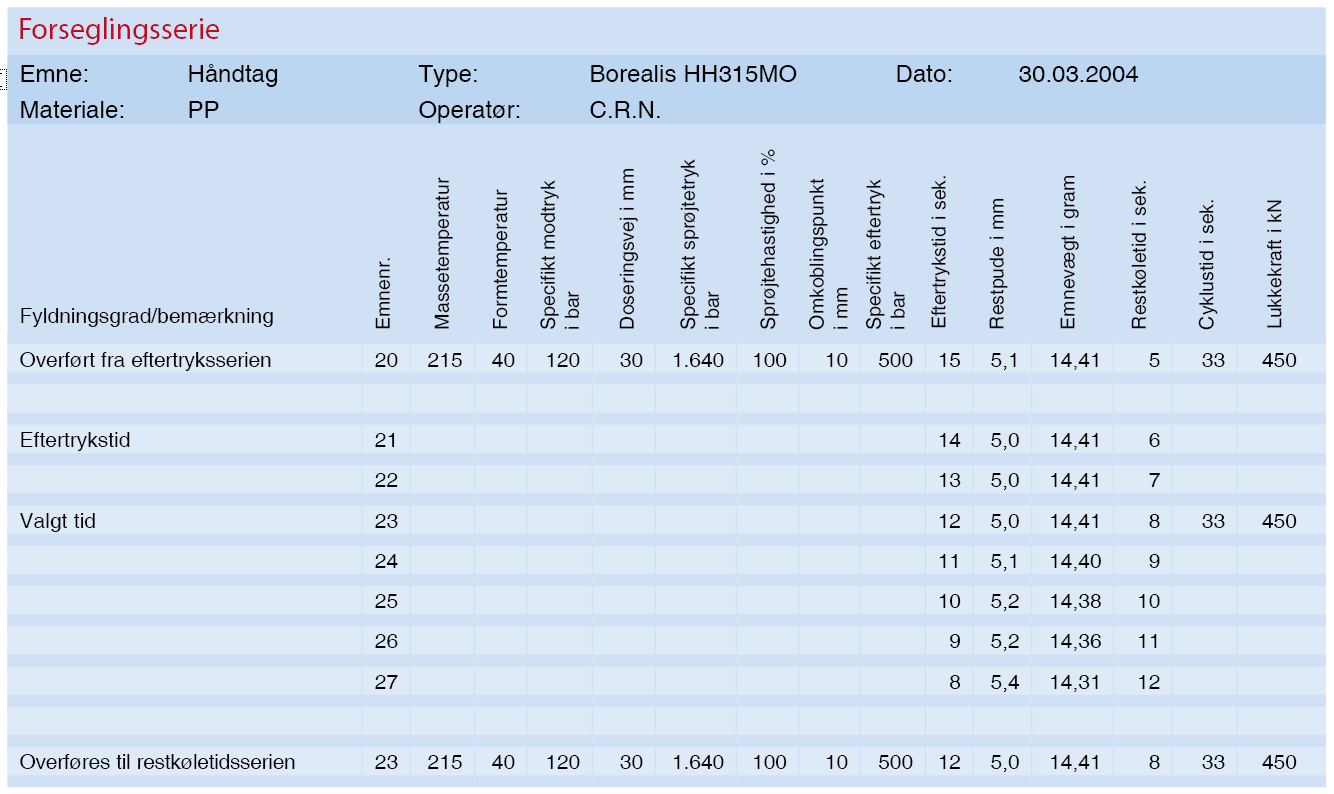
I tabellen nedenfor ses udviklingen af forseglingsserien.
De syv rækker svarer til de 7 støbte emner med forskellig emnevægt. Øvelsen går ud på finde den minimale cyklus tid ved at lede efter forseglingspunktet.
Forseglingsserie
| Emne: | Håndtag | Type: | Borealis HH315MO | Dato: | 30.03.2004 |
| Materiale: | PP | Operatør: | C.R.N. |
| Fyldningsgrad/bemærkning | Emnenr. | Massetemperatur | Formtemperatur | Specifikt modtryk i bar | Doseringsvej i mm | Specifikt sprøjtetryk i bar | Sprøjtehastighed i % | Omkoblingspunkt i mm | Specifikt eftertryk i bar | Eftertrykstid i sek. | Restpude i mm | Emnevægt i gram | Restkøletid i sek. | Cyklustid i sek. | Lukkekraft i kN |
| Overført fra eftertryksserien | 20 | 215 | 40 | 120 | 30 | 1.640 | 100 | 10 | 500 | 15 | 5,1 | 14,41 | 5 | 33 | 450 |
| Eftertrykstid | 21 | 14 | 5,0 | 14,41 | 6 | ||||||||||
| 22 | 13 | 5,0 | 14,41 | 7 | |||||||||||
| Valgt tid | 23 | 12 | 5,0 | 14,41 | 8 | 33 | 450 | ||||||||
| 24 | 11 | 5,1 | 14,40 | 9 | |||||||||||
| 25 | 10 | 5,2 | 14,38 | 10 | |||||||||||
| 26 | 9 | 5,2 | 14,36 | 11 | |||||||||||
| 27 | 8 | 5,4 | 14,31 | 12 | |||||||||||
| Overføres til restkøletidsserien | 23 | 215 | 40 | 120 | 30 | 1.640 | 100 | 10 | 500 | 12 | 5,0 | 14,41 | 8 | 33 | 450 |
Se parameterkortet som billede ved at klikke her
Tabel med parametre til forseglingsserien
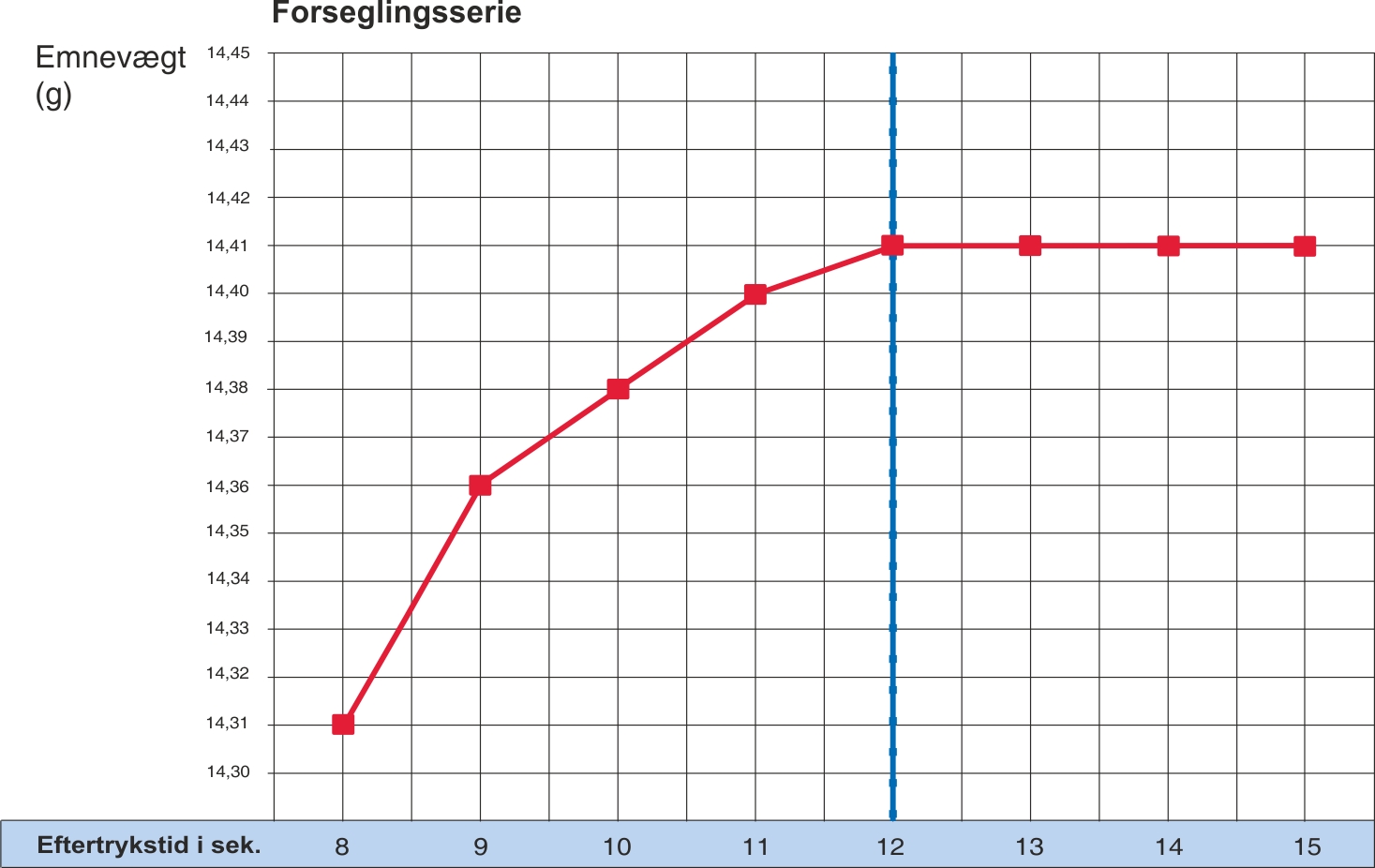
Forseglingsdiagram
Nedenfor ses forseglingsdiagrammet optegnet. X-aksen angiver eftertrykstiden, og Y-aksen er emnevægten med to decimalers nøjagtighed.
Der, hvor kurven flader ud og ikke stiger mere, er emnet/indløbet forseglet, hvorefter det ikke er muligt af efterfylde emnet mere.
De yderligere tre skud sørger for at der er sikkerhed for, at forsegling er til stede.
Forseglingstiden vælges dernæst ved at gå tilbage på kurven, hvor forseglingen har fundet sted, her ved 12 sekunder.