Belysning af formfyldning
Nedenstående skema kan anvendes til indføring af beregning af den teoretiske formfyldning og fyldningsgrad.
| Omkob-lingsvej ntil eftertryk (pude) | Restpude | Emnevægt ved 98 %’s formfyldning | Form-ntemperatur | Masse- neller nsmelte-ntemperatur | Emnevægt ved nforsegling |
| 10 | 4,2 | 13,72 | 25 | 210 | 14,40 |
100 %’s teoretisk formfyldning kan beregnes til sammenligning med forseglingsvægten:
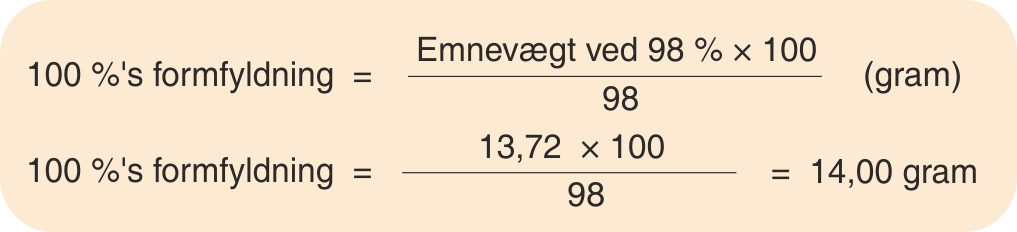
Det fremgår af skemaet, at den virkelige forseglingsvægt er 14,40 gram, hvorimod den beregnede forseglingsvægt kun er 14,00 gram. Det fortæller, at 98 %’s formfyldning faktisk er under 98 %.
Hvis den beregnede 100 %’s formfyldning er lig med den virkelige forseglingsvægt, ville 98 %’s formfyldning ikke svare til visuel 98 %’s formfyldning, men snarere til teknisk 98 %’s formfyldning, hvorfor værktøjet rent faktisk ville være overpakket i fyldeskudsserien. Deraf kan det udledes, at den praktiske 98 % visuelle formfyldning er korrekt, men blot mindre end 98 %.
Altså, den beregnede 100 %’s formfyldning bør være mindre end den virkelige forseglingsvægt, for at værktøjet ikke skal være overpakket.
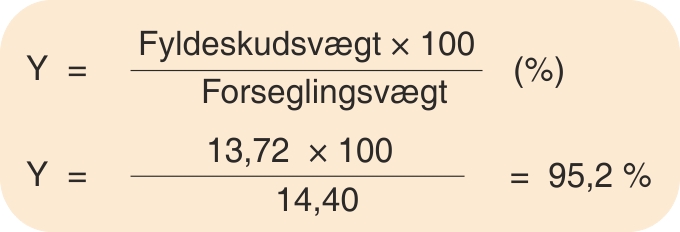
Der anvendes følgende begreber ved beregning af fyldningsgraden:
- Forseglingsvægt = 100 % (sættes lig med 100 %)
- Fyldeskudsvægt = den visuelle 98 %’s fyldeskudsvægt (fra skemaet)
- Den reelle 98 %’s fyldning = Y % (den ubekendte)

Ved at gange på begge sider af lighedstegnet med samme faktor ændres der ikke på ligningens værdi. Ved at isolere den ubekendte på venstre side af lighedstegnet kommer ligningen til at se således ud:
Ved at anvende den synsmæssige 98 %’s formfyldning og ikke den teoretiske 98 %’s formfyldning undgår man overfyldning af værktøjet.
Det viser sig ved generelle, praktiske eksempler, at den visuelt vurderede 98 %’s formfyldning ligger noget under den faktiske 98 %’s formfyldning, men da eftertrykket anvendes som kompensation for størkningssvind, er det i denne situation ikke helt korrekt, idet eftertrykket yderligere skal bidrage til at fylde formen med den manglende fyldning op til den faktiske 98 %’s fyldning. I ovenstående eksempel er det fra 95,2 % til 98 %.
Det kan derfor slås fast, at ved den 98 %’s visuelle fyldning er det korrekt, når der ud over sugninger mangler noget af emnet i at være fyldt.
Princippet 98 %’s visuel fyldning indebærer sikkerhed mod overfyldning og som regel giver det den bedste vægt- og målstabilitet.