Laminatskader – sandwichkonstruktioner
Reparationer af beskadigede sandwichkonstruktioner kan være meget forskellige alene i medfør af de mangfoldige materialemuligheder, der er til stede. Her skal blot omtales et sandwichlaminat bestående af to skaller af GUP med et cellulært materiale som kerne, typisk polyurethanskum, PVC-skum eller kantstillet endetræ af balsa.
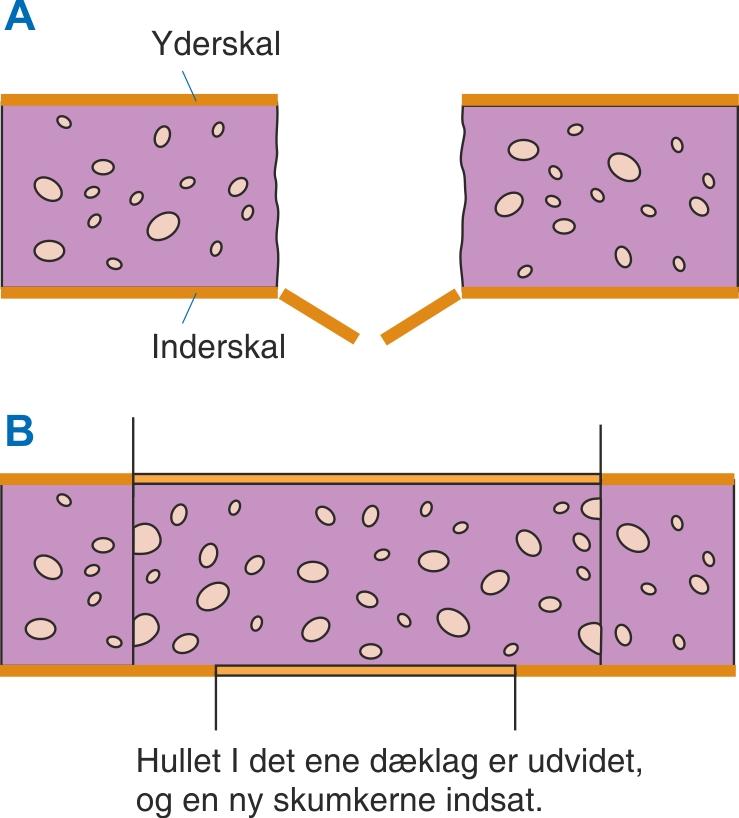
Hvis kernen skal udskiftes, fordi den er beskadiget, laver man først den allerede eksisterende åbning i det ene dæklag noget større end i det andet. Den beskadigede kernedel kan da skæres ren og udtages igennem det større hul, og en omhyggeligt tilpasset erstatningskerne kan føres ind ad samme vej. Erstatningskernen må naturligvis fx med passende spartelmasse klæbes til det modsatte dæklag og til den øvrige kerne. Begge dæklagene lukkes herefter udefra på sædvanlig måde.
Hvis skaden ikke er gennemgående, men kun berører det ene dæklag og kernen, kan samme fremgangsmåde benyttes. Dog skal man passe på ikke at beskadige det uskadte dæklag, når kernematerialet fjernes.