Laminatskader – gennemgående
Gennemgående laminatskader kan undertiden forekomme på steder, hvor laminatet ikke er tilgængeligt fra begge sider. Det er lidt mere besværligt at reparere, men med lidt ekstra omhu kan det sædvanligvis godt gøres tilfredsstillende.
Er der tale om meget store skader, kan det være hensigtsmæssigt at støbe en ny detalje – helst i den oprindelige støbeform – svarende til det område i konstruktionen, der er beskadiget, og så indlaminere “reservedelen” efter udskæring af det tilsvarende beskadigede stykke. Er laminatet i sådanne tilfælde kun tilgængeligt fra én side, kan det være nødvendigt at skaffe sig adgang fx ved udskæring af et stykke ubeskadiget laminat og indlaminering af det igen efter endt reparationsarbejde.
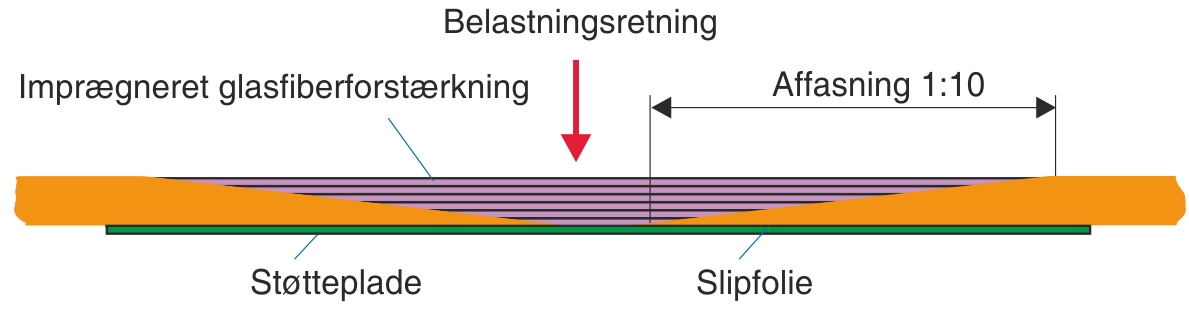
Et frit tilgængeligt laminat repareres ved fjernelse af alt beskadiget materiale, renskæring af brudstedet med afrundede kanter og dobbeltaffasning med den tidligere nævnte hældning 1:10. Nogle foreslår kun affasning på bagsiden af laminatet, således at gelcoatsiden fremstår med det mindst mulige hul. Forklaringen er, at reparation af gelcoatlag volder størst vanskelighed og derfor foretrækkes mindst muligt. Andre derimod foretrækker dobbeltsidig affasning ud fra den betragtning, at en sådan fremgangsmåde giver en stærkere reparation.
Ensidig affasning kan accepteres ved små eller ensidige belastninger.
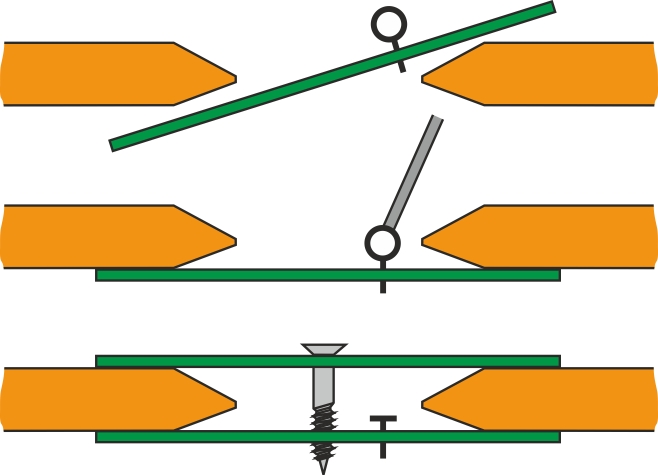
Hvis laminatet kun er tilgængeligt fra den ene side, må der laves et hul, der er stort nok til, at man kan komme til at bearbejde den anden side af laminatet igennem hullet.
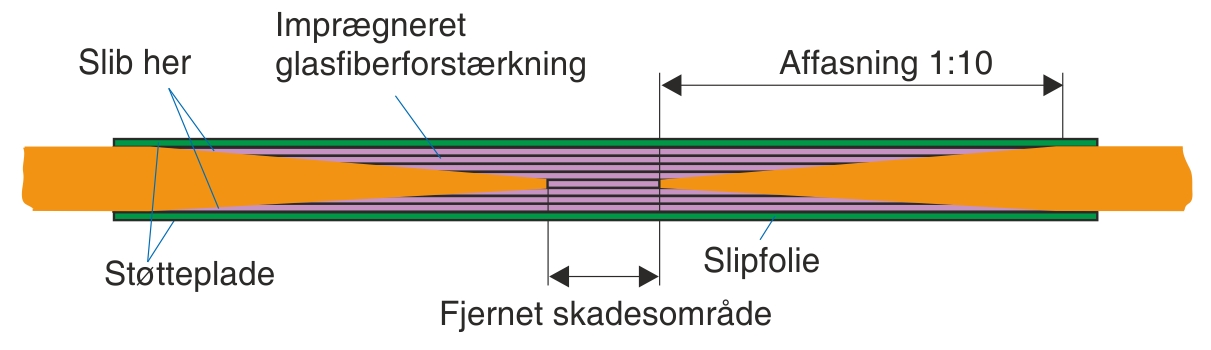
Om affasningen skal udføres enkeltsidigt eller dobbeltsidigt, er der som ovenfor nævnt forskellige opfattelser af. Ved dobbeltsidig affasning fås måske en stærkere reparation, som det til gengæld er betydeligt vanskeligere at udføre godt. Hvis hullet gøres lidt aflangt, kan en støtteplade skydes igennem og fastgøres, fx med et lag glasfibermåtte pålagt, med en ståltråd eller lignende til forsiden. Den videre fremgangsmåde følger det, der er nævnt ovenfor under ikke gennemgående skader.