Laminatskader – ikke genemgående
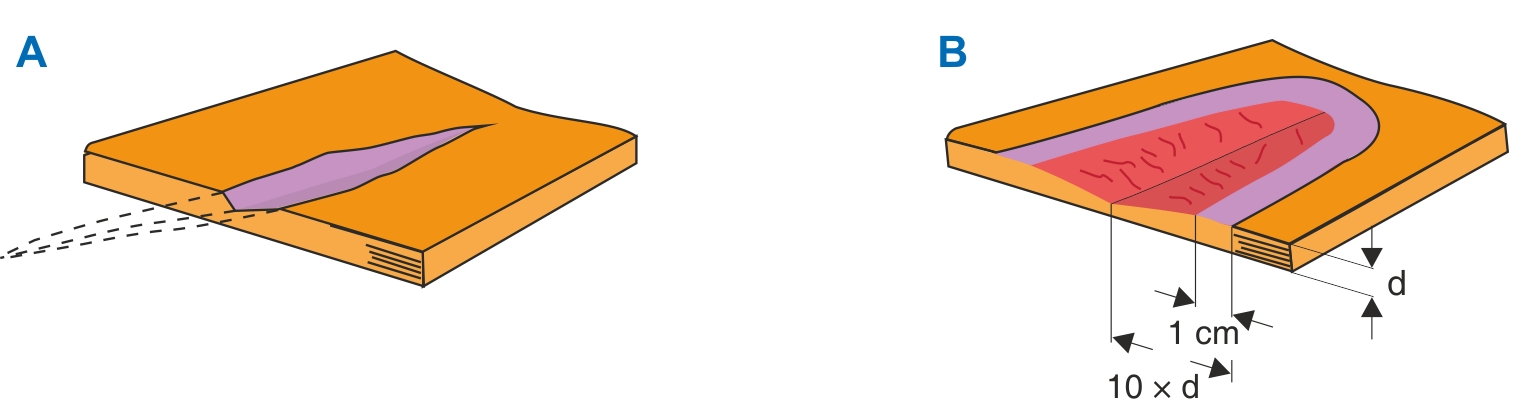
Beskadiget materiale fjernes ned til sundt (ubeskadiget) laminat, og randen af “såret” affases til en hældning på ca. 1:10 med groft slibepapir, fx nr. 24, idet der tilstræbes afrundede konturer, og skarpe hjørner og spidser undgås. Slibestedet renses for slibestøv med en styrenvædet klud.
Det fjernede materiale kan nu erstattes enten med tilskårne stykker af glasfibermåtte eller med en glasfiberholdig spartelmasse. Sidstnævnte kan man selv blande, eller den kan købes færdigblandet i pakker med afmålte mængder af hærdemidler, som ofte er indfarvet for at sikre kontrollen med sammenblandingen.
Materialet skal grundigt arbejdes ind i “såret”, så dette bliver fuldstændigt udfyldt, og så indesluttet luft arbejdes ud. Eventuelt kan fyldningsprocessen udføres i flere trin; fx først en grov og derpå en fin arbejdsgang.
Når materialet er udhærdet, slibes det jævnt og glat, og der påføres ca. 0,5 mm gelcoat, som beskrevet i forrige afsnit. På figurerne vises to vigtige trin i processen.