Sandwichkonstruktioner
Sandwichkonstruktioner er en fællesbetegnelse på konstruktioner, der i princippet er opbygget af to tynde, stive og stærke (og derfor relativt tunge) skaller, der holdes adskilt af et relativt tykt lag af et relativt let materiale med langt lavere styrke og generel stivhed end skalmaterialet. Desuden skal der være god vedhæftning mellem kernelaget og skallerne. Kernens funktion er således at fiksere skallerne i veldefinerede positioner i forhold til hinanden. Et sådant arrangement besidder en væsentligt større bøjningsstivhed end en tilsvarende konstruktion uden kernen med samme vægt af skalmaterialet. I homogene bjælkekonstruktioner stiger bøjningsstivheden med tredje potens af tykkelsen; dvs. at den bliver otte gange så stiv, hvis tykkelsen blot fordobles.
På nedenstående figur ses, hvorledes et emnes bøjningsstivhed øges markant ved at skifte fra en ”homogen” konstruktion af glasfiberforstærket umættet polyester med 40 % glasfibermåtte til en sandwichopbygning med en kerne af 40 kg/m3 stift polyurethanskum, uden at materialeforbruget og dermed vægten stiger væsentligt.
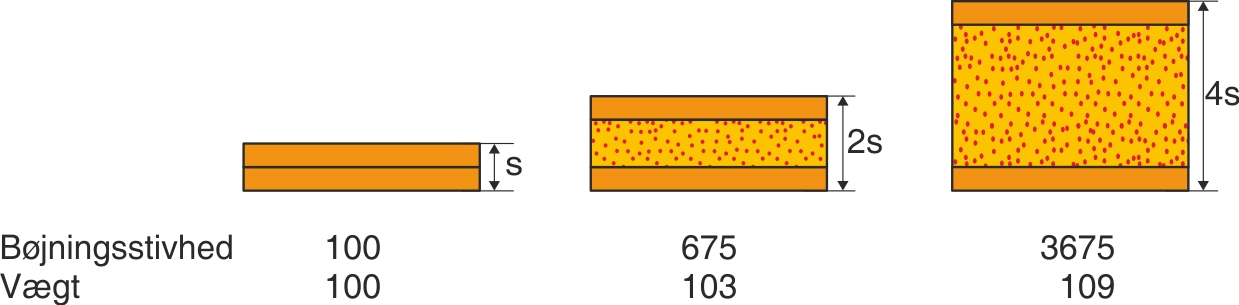
Det ses, at en vægtforøgelse på blot 3 % medfører 6,75 gange så stor bøjningsstivhed, samtidigt med at den totale tykkelse blot fordobles, mens 9 % vægtforøgelse giver 36,75 gange så stor stivhed ved en firedobling af tykkelsen.
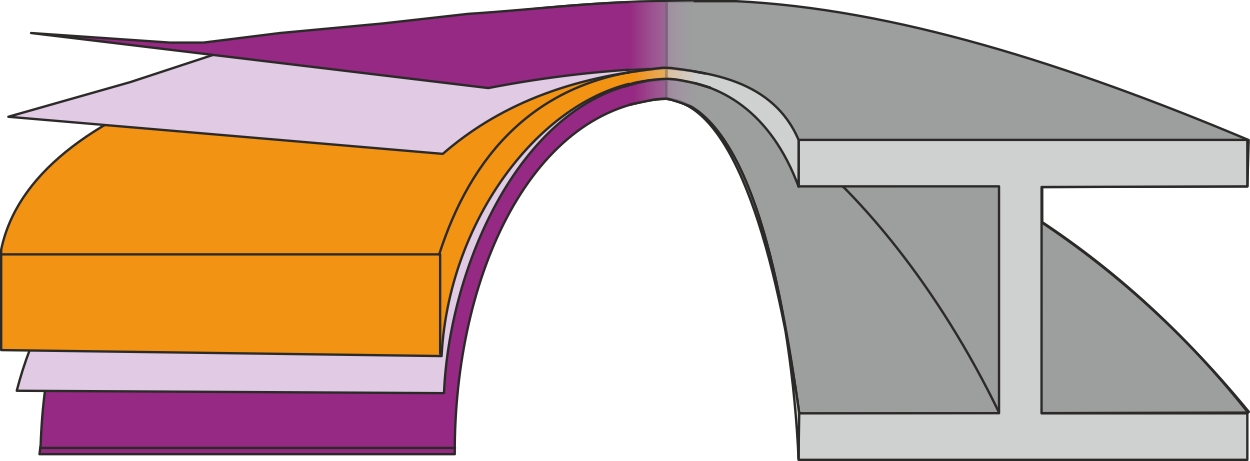
Det er i øvrigt helt samme princip, som kendes fra I-bjælker, hvilket illustreres af nedenstående figur.
Som skalmateriale anvendes typisk fiberforstærkede hærdeplastkompositter især glasfiberforstærket polyester og epoxyplast forstærket med fibre af glas, carbon eller aramid (se kapitlet Hærdeplast).
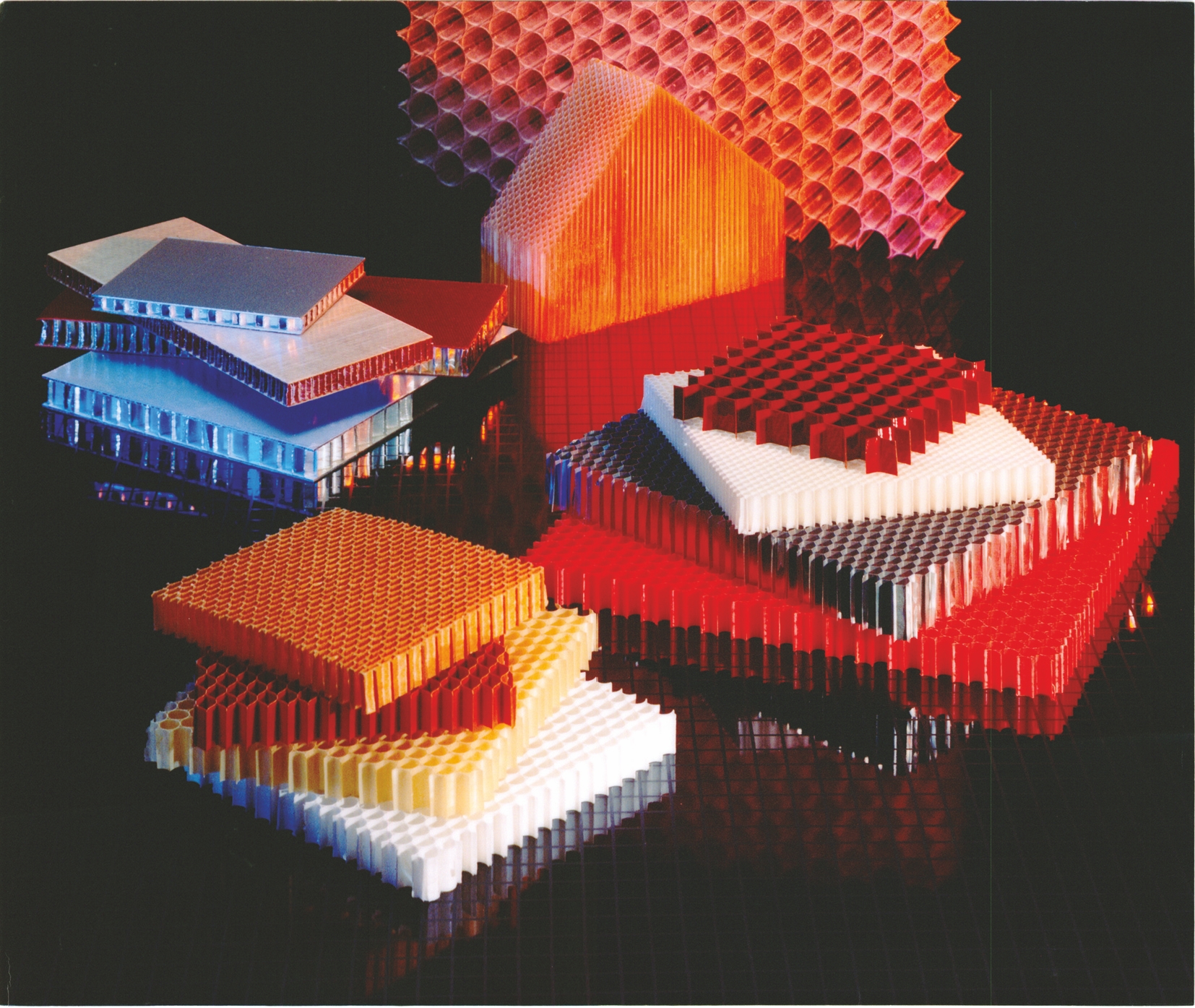
Som kernemateriale anvendes især balsatræ og celleplast af PVC, polystyren, polyurethan, polymethacrylimid og phenolplast. I konstruktioner, hvor vægten er afgørende, fx i fly- og rumfartsindustrien, anvendes hyppigt såkaldte honeycombs som kerne.
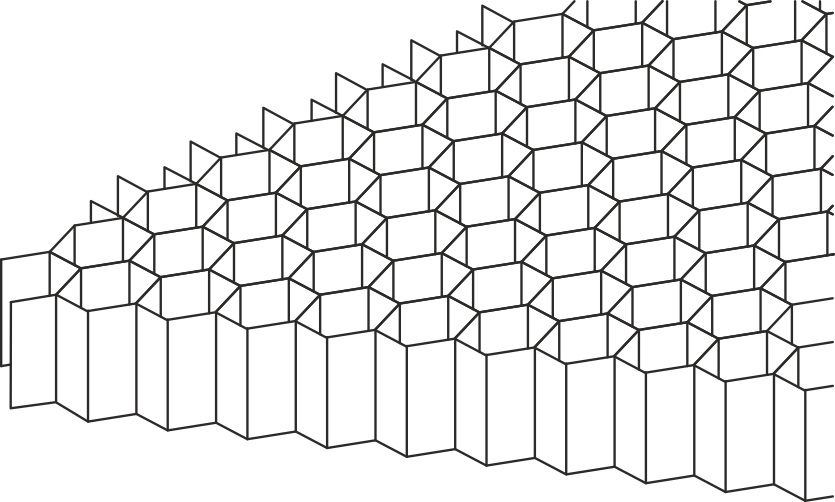
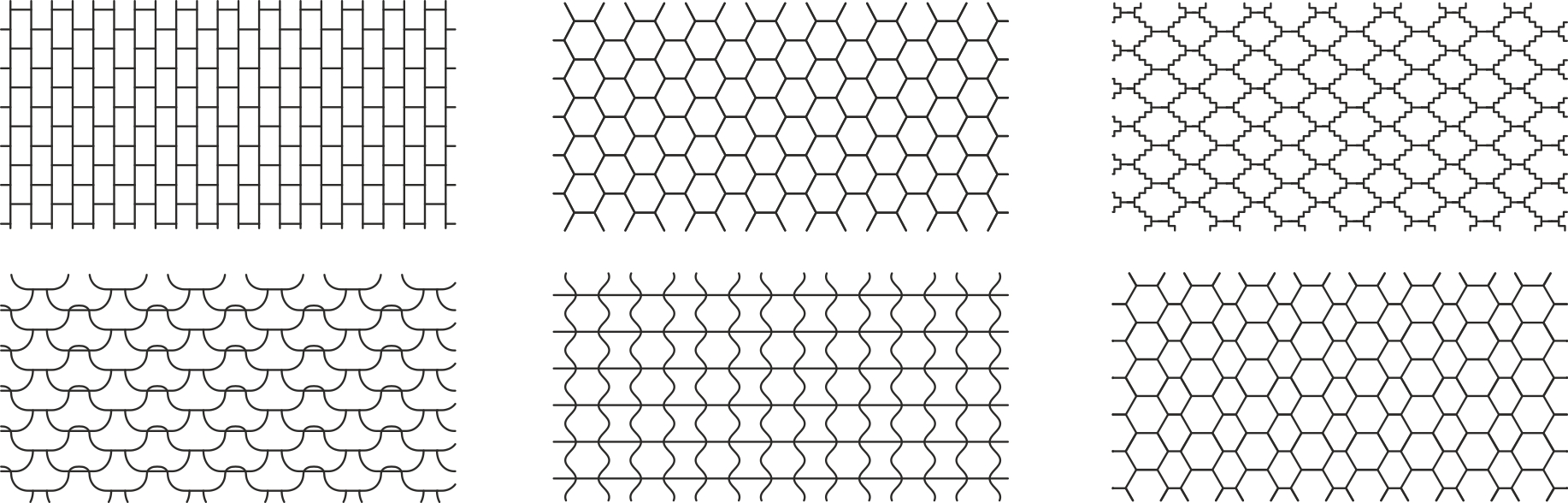
Honeycombs består af forholdsvis smalle og tynde strimler af fx papir, stof eller plast, som er imprægneret med en plastharpiks, eller af metal fx aluminium og formet til (oprindeligt) sekskantede celler i et særligt mønster.
Således dannes fx en bikage-struktur, hvilken har givet navn til denne produkttype. Fordelen ved at anvende en honeycomb som kerne i en sandwichkonstruktion er, at der kun er materiale dér, hvor der er brug for det, nemlig på tværs af konstruktionen, mens der i fx celleplast er masser af skrå og langsgående cellevægge, som ikke bidrager til konstruktionens mekaniske egenskaber, men kun bidrager med øget (overflødig) vægt.
Både honeycombs og skaller i sandwichkonstruktioner fremstilles i øvrigt også af aluminium.