Folie
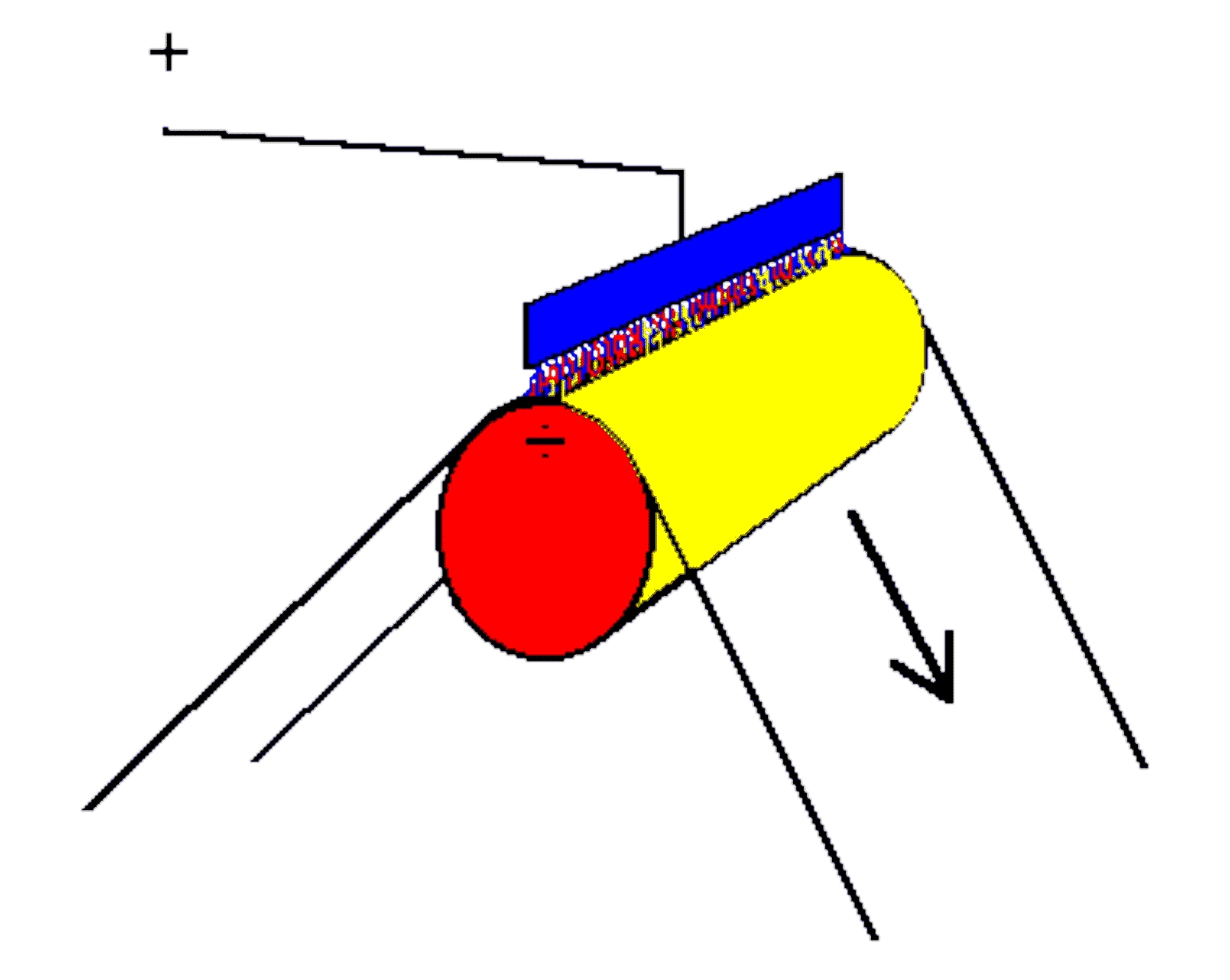
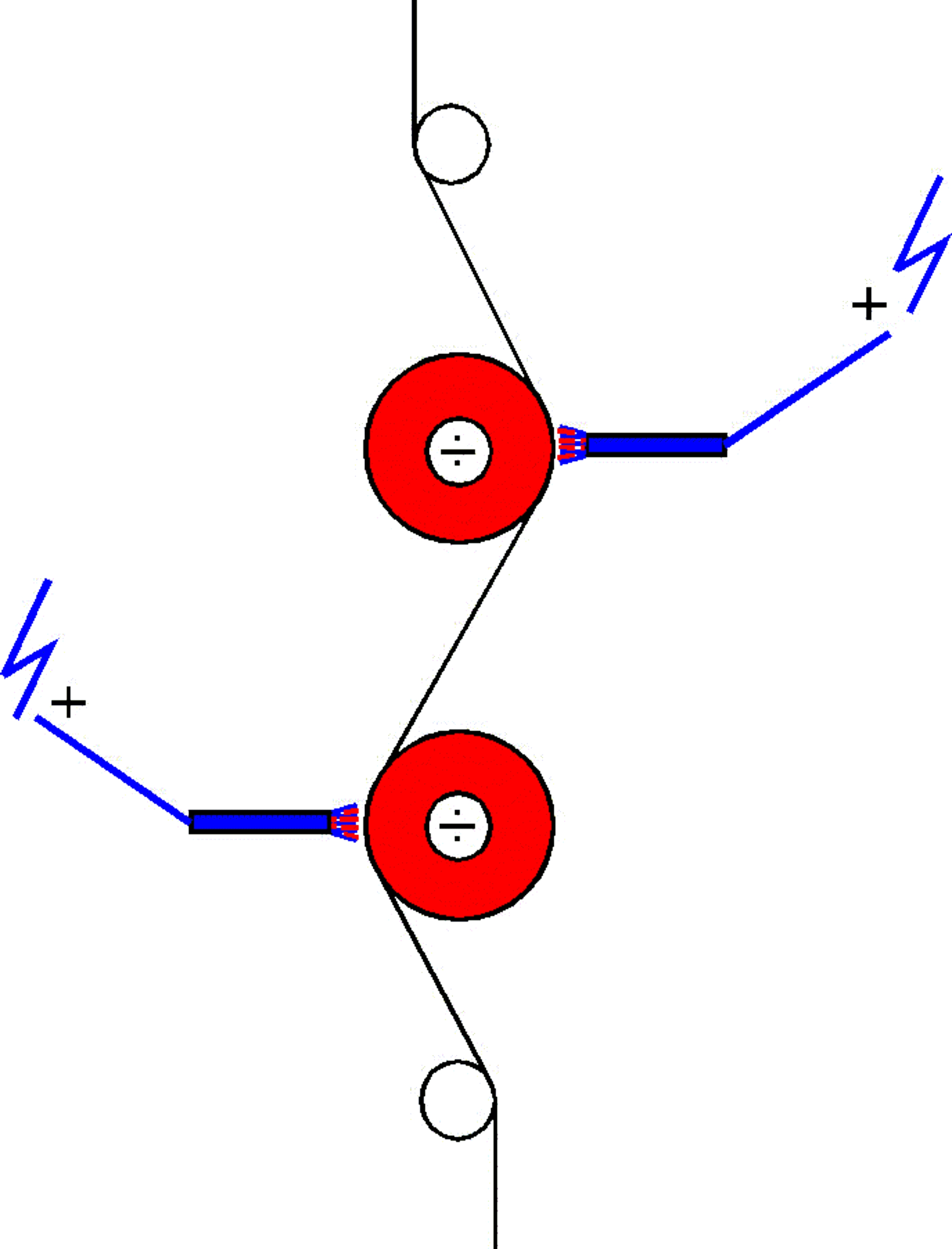
Følgende princip anvendes i folieforarbejdende virksomheder: Folien køres hen over en gummibelagt metalrulle, der er tilsluttet minusspænding. Over rullen sidder en metalskinne, som er tilsluttet plusspænding (regulérbar højspænding). Derved springer der gnister i hele skinnens længde ned mod rullen.
Folien bliver således udsat for en konstant strøm af gnister, som brænder nogle af molekylerne over. Nogle af brint- og kulstofatomerne brændes også af. Jo kraftigere højspændingen og dermed gnisterne er, jo flere frie valenser/bindinger bliver der på overfladen.
Det må dog her tilrådes, at man er omhyggelig med at få startet udsugningen, som er tilsluttet sådanne anlæg, da der frembringes en del ozon ved denne metode.
Effekten af treatningen skal afpasses efter behovet. Der skal frembringes så mange bindinger, som trykfarven har brug for for at binde. Derfor må man tage hensyn til, hvilken trykfarve der skal anvendes. For høj effekt skader ikke umiddelbart trykningen, men hvis man treater for hårdt, kan man risikere at ”brænde” igennem folien med det resultat, at den bliver fuld af huller, eller i værste fald ”blokker”, hvilket betyder, at den smelter sammen med det næste lag under oprulningen, eller, hvis det er en rørfolie, at det bliver umuligt at adskille de to lag.
Skinnens længde afpasses efter behov for trykkebredde, og højspændingen afpasses efter krav til trykningsgrad, trykkebredde, hastighed, plasttype og malingstype.
Hvis man efterfølgende skal svejse folien, må man ikke svejse treatede overflader mod hinanden. Det forringer svejsningens holdbarhed.