Værktøjer og hjælpeudstyr
Her gives en kort forklaring på grundprincippet i et formgivningsværktøj.
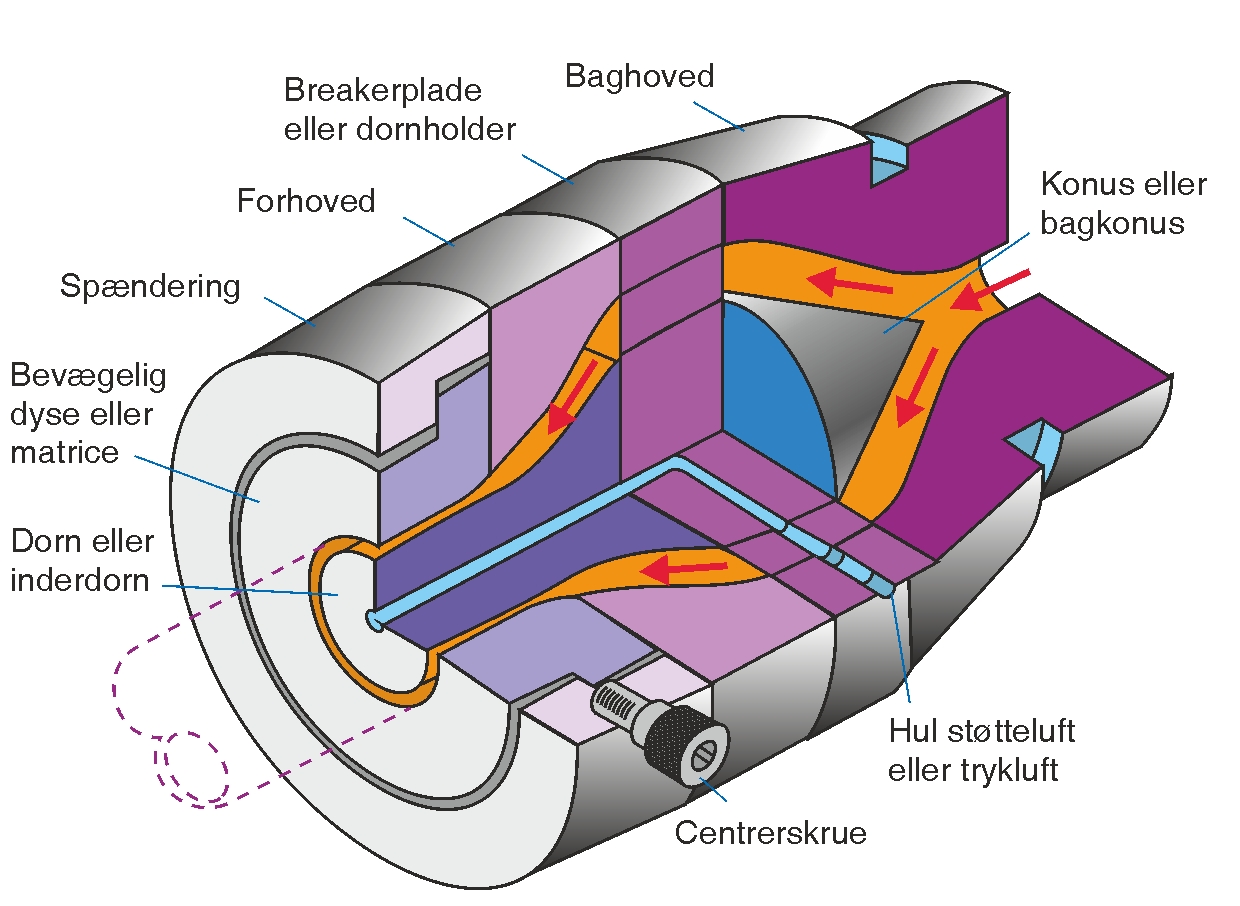
Uanset geometrien er der visse fællestræk i alle værktøjer. Plasten kommer ind i et større hulrum med relativt stort volumen. Herfra fordeles plasten ud eller rundt i værktøjet. I mange værktøjer bliver plasten splittet op i flere flydekanaler, for at indsatse (dorne), der skal danne hulrum i emnet, kan sidde fast. Dorne, som laver hulrum i profiler, rør og folier, kan i sagens natur ikke svæve frit rundt i værktøjet.
Efter fordelingen rundt i værktøjet og eventuelt opsplitningen samles plasten igen i et relativt stort hulrum. Derefter bliver den udsat for et modtryk. Dette gøres for at sikre, at plasten er 100 % jævnt fordelt i værktøjet, og også for at sikre, at opsplittet plast flyder sammen igen.
Modtrykket kan skabes i form af en lille dyseåbning, og hvor dette ikke er muligt, kan der på dornen være udformet en vulst eller en forsnævring, som materialet skal over, inden det kommer ud i dysen.
På næsten alle værktøjer, undtagen profilværktøjer, er der mulighed for at regulere godstykkelsen, oftest via en bevægelig del ved dyseåbningen. Denne bevægelige del kan flyttes i forhold til den faste del af dysen. En sådan regulering betegnes ofte som centrering af værktøjet.