PVC, chlor og smøremiddel
PVC-molekylet indeholder chlor. Ved spaltning af molekylet frigives chlor i form af chlorbrinte, som sammen med vand danner saltsyre. Denne proces er man nødt til at undgå, da saltsyren ætser og ødelægger produktionsudstyret.
Frigørelsen starter allerede ved 100 °C, om end meget langsomt. Men med varmestabilisatorer kan udviklingen holdes nogenlunde i skak op til ca. 180-190 °C. Den smeltetemperatur, som PVC faktisk skulle op på for at opnå samme flydeegenskaber som øvrige plasttyper, er 230-240 °C, og det betyder, at der ikke forekommer en smeltning af materialet, som det kendes fra fx ABS, PS, PE, PP osv. Materialet er ikke homogent og smeltet i almindelighed, men er en sammenpresset blød masse af PVC-korn, stabilisatorer, smøremidler, fyldstoffer osv. Materialeegenskaberne begrænser derfor forarbejdningens muligheder til temperaturer væsentligt under smeltetemperaturen, og opholdstiden ved de 180-190 °C til at være ret kort.
Mængden af varmestabilisator og forarbejdningstemperaturen er således afgørende for, hvor lang tid PVC’en kan opholde sig i ekstruderen. Da varmestabilisatoren gradvis ”forbruges/forbrændes” under opvarmningen, vil højere temperatur eller længere opholdstid i ekstruderen i værste fald betyde, at varmestabilisatoren ”slipper op”, med forbrændinger og nedbrudt materiale til følge.
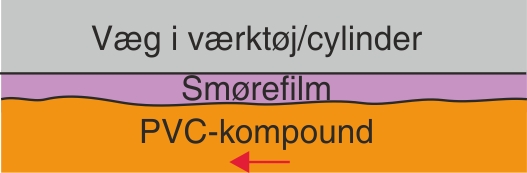
Det betyder, at der intet sted i anlægget må forekomme stillestående materiale. For at undgå det i grænselaget langs værktøjets stål er det nødvendigt at tilsætte smøremidler til blandingen. Disse smøremidler kan fx være voks, calcium og tinforbindelser. Tidligere anvendtes bly til formålet, men det er ikke tilladt mere.
Der arbejdes til stadighed med at udvikle nye og mindre skadelige stoffer end de tidligere udbredte blyforbindelser. I skrivende stund er der bly helt ufaset af danske produktioner. Samtidigt har en række danske virksomheder truffet aftale om at indsamle al blyholdig PVC, således at forbrænding og forkert bortskaffelse undgås (se afsnittet PVC og WUPPI-ordningen). Endvidere er disse virksomheder i gang med et genanvendelsesprogram, således at miljøhensyn tilgodeses.