Planetvalseekstruder
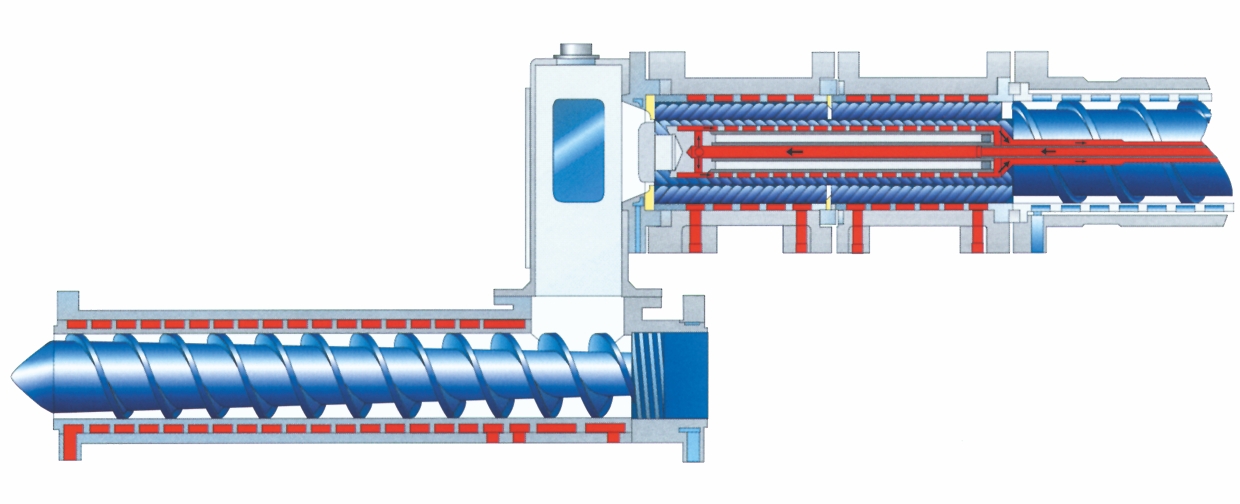
Enkelte virksomheder anvender en planetvalseekstruder, som bearbejder plasten i to trin, lidt tilsvarende dobbeltsnekkeekstruderen med vakuumzonen. Den store forskel ligger i opbygningen og snekkesystemet. Under tragten falder pulveret ned omkring en traditionel snekke. Fødezonen ved denne snekke er uden varme. Snekken er let opvarmet.
Efter fødesnekken presses pulveret ind i et planetvalsesystem. Her er snekken udstyret med mindre gænger, og uden om snekken ligger et antal mindre snekker med samme gængetype. Ved at gængerne går i indgreb med hinanden, tvinges materialet fremad i en række roterende bevægelser, som sikrer særdeles effektiv æltning og blanding.
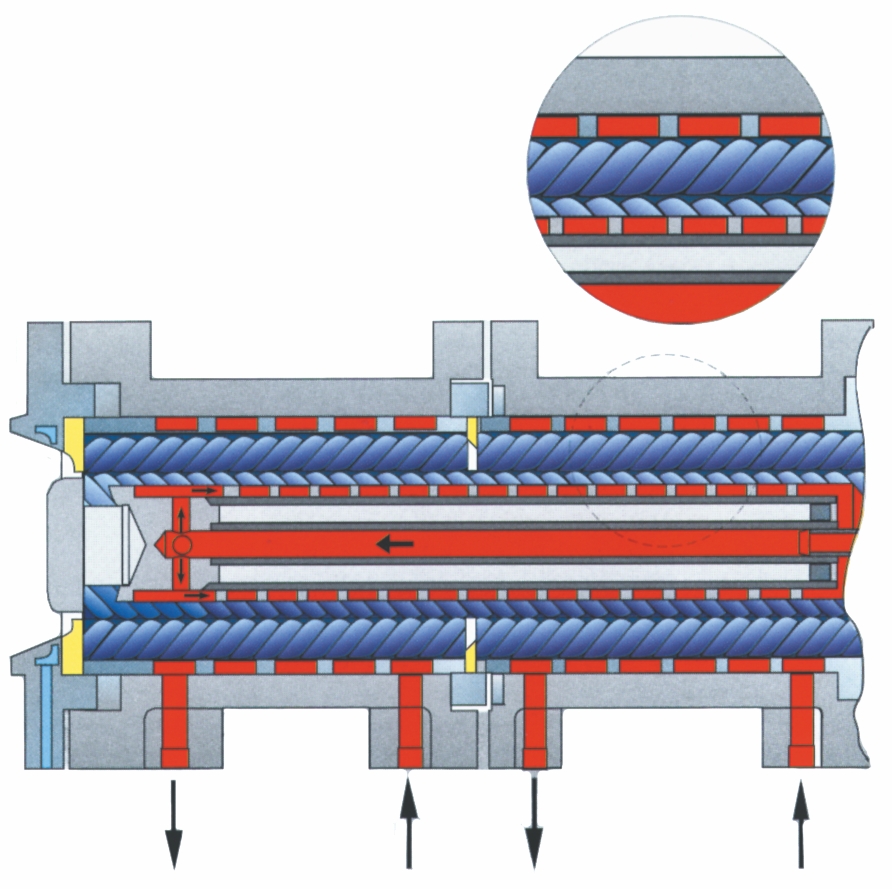
I denne zone bliver plasten tilført varme både fra den store, med hedolie opvarmede centersnekke, og fra den med hedolie opvarmede cylinder.
Efter planetvalserne falder den halvsmeltede plast ned igennem vakuumzonen til den nedenfor liggende almindelige snekke. Denne snekke har jævnt stigende kompressionsforhold. Her tilføres den sidste varme også via hedolie i cylindervæggen, som sikrer præsis styring af temperaturen.
Den efterfølgende proces kan i princippet være hvad som helst: pelletering, kalandrering og andre processer.