Bundfødt slangehoved
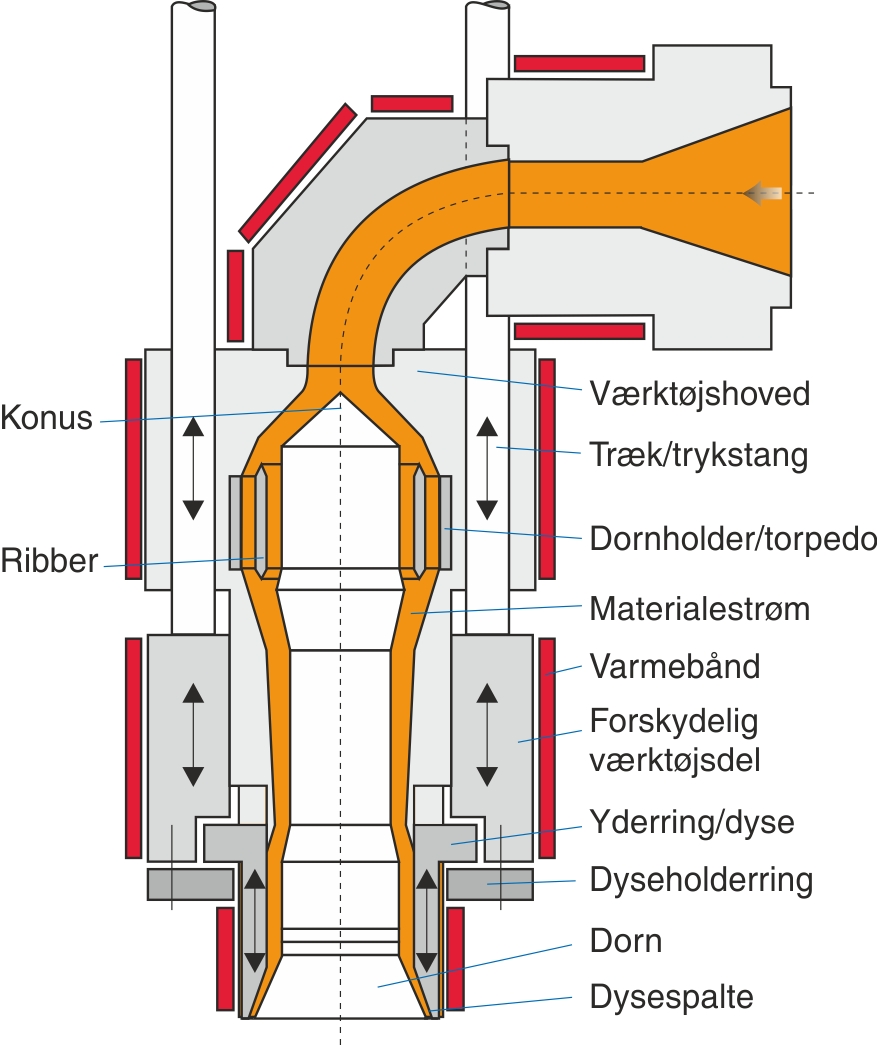
For at undgå svejsesømmen kan man anvende et bundfødt hoved. Her fordeles plasten rundt om dornen ved hjælp af en konus. Konussen udgør starten på dornen, dernæst kommer dornholderen, også kaldet en edderkop eller en torpedo, og derefter selve dornen, som former hullet i slangen.
Der kan være en sproglig konflikt, da begrebet “bundfødt” stammer fra folieindustrien. I virkeligheden burde det nok i blæsestøbeindustrien kaldes “topfødt” slangehoved, da hovedet ofte ekstruderer slangen i nedadgående retning.
På tysk kaldes det “dornholderslangehoved”. På engelsk kaldes det “torpedohoved”.
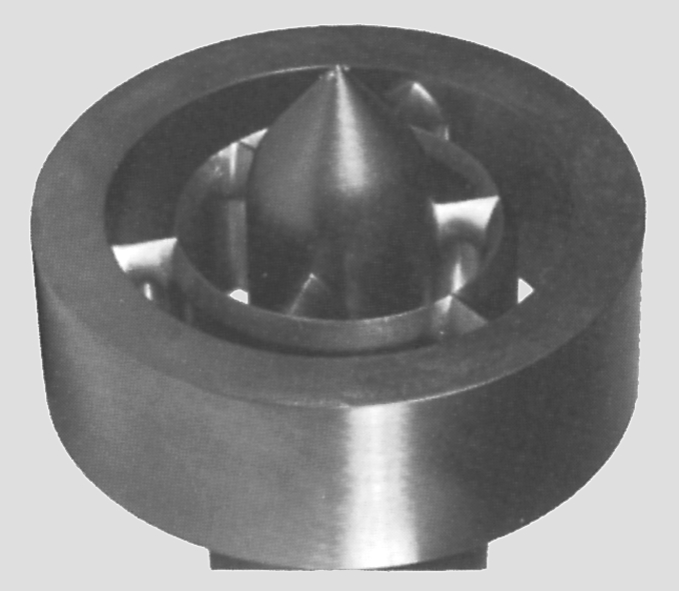
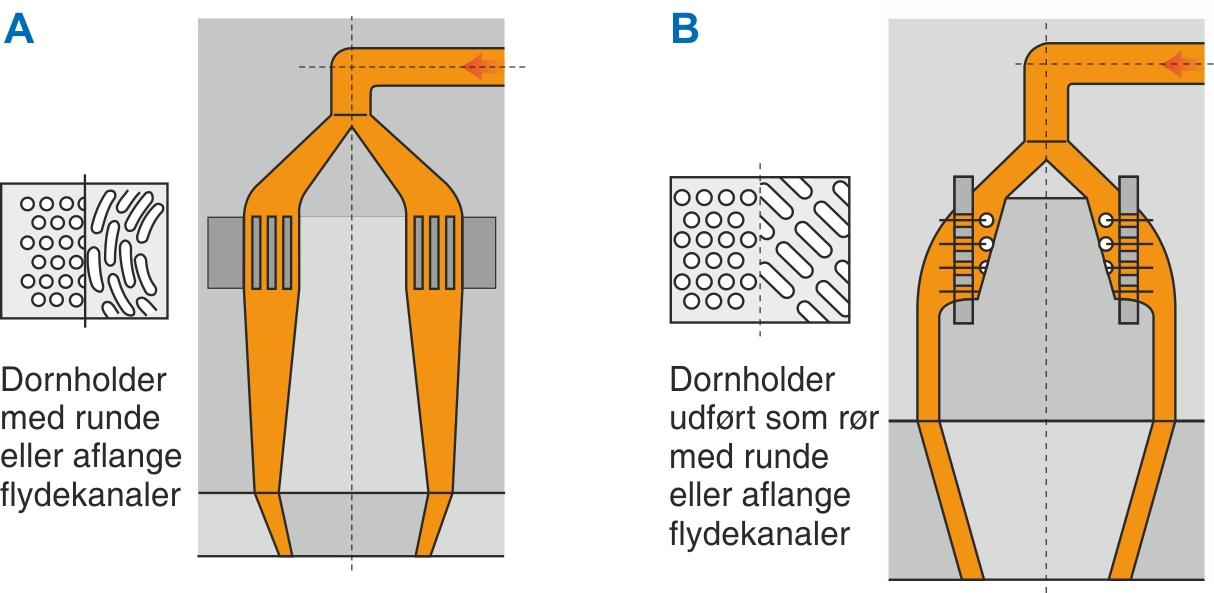
I sagens natur skal dornen fastholdes på en eller anden måde, hvilket gøres ved hjælp af dornholderen, som er udformet med en række huller, således at plasten kan passere. Men efter dornholderen skal plasten flyde sammen igen. Derfor er hovedet udført med god plads efter dornholderen. Dette forstørrede rum mindskes ned mod dysen for at opnå en trykstigning omkring materialet, således at dette presses sammen til en sammenhængende masse.
Man skal igen være opmærksom på, at hvor plasten har været skåret op, er der risiko for kvalitetsforskel i forhold til den øvrige del af emnet.
Nogle hoveder er udført med to rækker flydekanaler. Baggrunden for at anvende dornholdere med to rækker flydekanaler, eller på nogle hoveder endda tre, er at undgå gennemgående sammenflydningssømme i slangen. Enhver svejsesøm bevirker en risiko for, at slangen får uens udstrækning ved opblæsningen i formen. Uens strækning vil medføre tynde striber/områder i emnet.