Negativformning uden forstrækning
Negativformning uden forstrækning (overstempel) anvendes til formningsforhold op til H:D < 1:3 (dvs. korteste bredde er minimum tre gange formdybden).
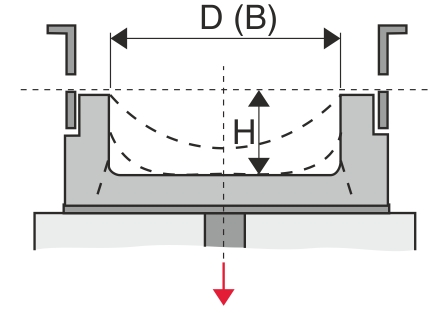
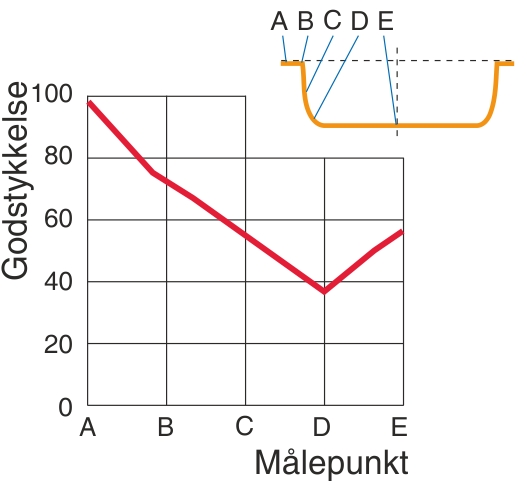
I figuren herunder ses godsfordelingen ved et negativformet emne. Det tykkeste område på emnet er kanten (A), det tyndeste område er overgangen mellem bund og sidevæg (D). Store radier mellem bund og sidevæg eller stor vinkel mellem bund og sidevæg forbedrer godsfordelingen.
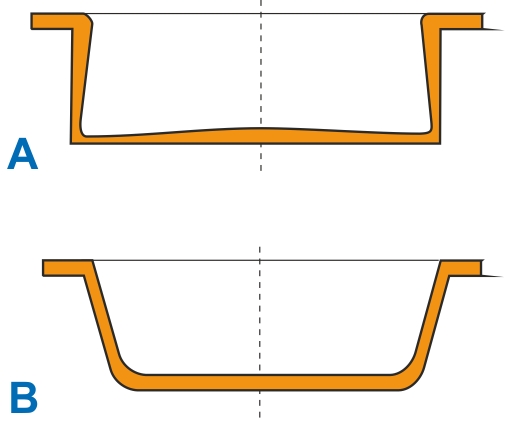
Der findes gunstige og dårlige udformninger af emner med hensyn til at kunne styre godsfordelingen.
Ved negativformning uden forstrækning ved H:D = 1:2,5 kan der fremstilles emner med god godsfordeling, også hvis det ikke er muligt at anvende overstempel, når:
- Der på grund af overstempelmærker ikke kan anvendes overstempel
- Emnet er så stort, at plastpladen kan opvarmes forskelligt, så visse områder bliver varmere end andre. De mindre opvarmede eller præcist afkølede områder (se positivformning med forblæsning og køleluftsdyser) strækker sig mindre end de varmere områder af plastpladen
Produkteksempler på denne procesvariant er badekar, brusenicher og håndvaske.
Procesforløb:
- Forformning med forblæsning, hvis flangeområdet på emnet er over pladeniveau
- Formning med vakuum
Et gitter tegnet på plastpladen, der svarer til størrelsen og fordelingen af varmelegemer i overvarmen, gør det lettere at foretage systematisk indstilling af varmebilledet.
