Opvarmning
Der stilles bestemte krav til opvarmning af plastpladen på plademaskiner ved termoformning.
Jævn temperaturfordeling på plastoverfladen skal tilstræbes uafhæn- gigt af maskintype og emne. Formningstemperaturområdet er relativt stort for de fleste plastmaterialer, men for at opnå et godt formningsresultat må man sørge for, at plastpladen har minimal temperaturvariation.
En ønsket temperaturvariation ved opvarmning af pladen kan være nødvendig ved formning af visse emner. Ved fx forblæsning af to eller flere bobler ved samme formning (flerestyksform), hvor boblerne skal have forskellig højde og/eller forskelligt areal, kan en temperaturforskel være fordelagtig.
Ved store emner med formningsforhold H:B > 1:3 kan godsfordelingen ændres, ved at pladen opvarmes forskelligt i visse områder. Man kan arbejde effektivt med en variation i opvarmning af pladen, hvis dens længde og bredde er tre gange større end varmelegemestørrelsen.
Det er nødvendigt med god og ensartet gennemvarmning ind gennem pladens tykkelse for at opnå god fuldformning af emnet. Ved intensiv og hurtig opvarmning af tykke plader (fra ca. 4 mm) kan pladens overflade blive termisk skadet, inden pladens midte er oppe på formningstemperaturen.
For at opnå ensartede emner må varmebilledet være ens fra første til sidste emne.
Den varme (effekt), der kan overføres til plastpladen, afhænger af følgende faktorer:
- Den maksimale stråletemperatur er afhængig af tilslutningseffekten. Jo højere stråletemperatur, des kortere opvarmningstid.
- Den overførte varmemængde bliver større, jo kortere afstanden mellem pladen og varmeelementet er. Jo kortere afstand, des kortere opvarmningstid.
- Den overførte varmemængde og regelmæssigheden af opvarmningen stiger med den del af varmefladen, der varmer, i forhold til hele varmefladen. Hvis der er afstand mellem varmeelementerne, bør dette ”hul” i varmefladen fjernes ved hjælp af en reflektor. Ingen reflektor kan reflektere 100 %, og de taber yderligere i effektivitet, i takt med at de bliver snavset.
- Varmeelementoverfladen skal være af et materiale med høj udstrålingsfaktor.
- Den overførte varmemængde afhænger desuden af:
– Refleksionsgraden, der er afhængig af varmestrålernes bølgelængde og plastpladens/foliens type og farve.
– Transmissionsgraden, der er afhængig af varmestrålernes bølge-
længde og plastpladens/foliens type, farve og tykkelse.
– Absorptionsgraden, der er den del af den tilførte varme, der
bliver i plastpladen/folien. Den reciprokke værdi af absorptionsgraden (1/absorptionsgrad) kaldes indtrængningsdybden.
Den beskriver den afstand, hvor intensiteten af den tilførte
varme er faldet til 37 %. Værdien er meget afhængig af varmestrålernes bølgelængde og af plasttypen.
Størrelsen af den bestrålede flade har også betydning. Varmeelementet opvarmer ikke kun materialet lige nedenunder sig, men udstråler ligesom en elpære uden reflektor i alle retninger.
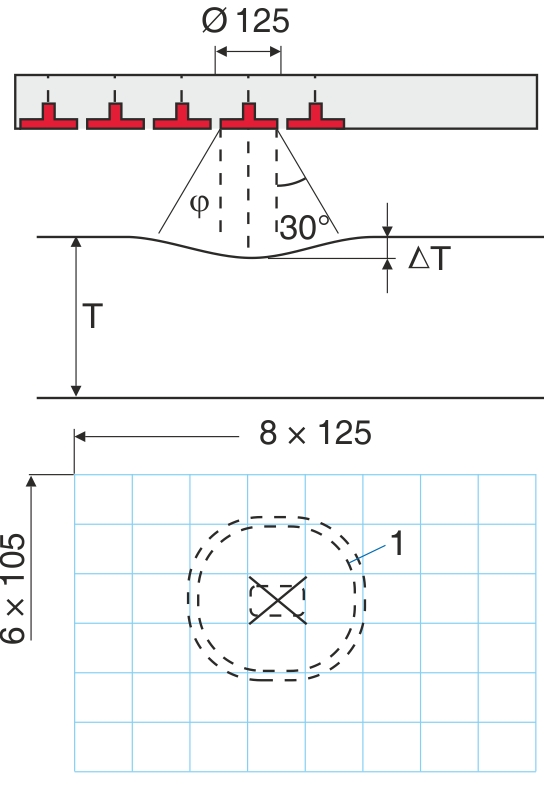
Der er altså ikke tale om nogen fokuseret stråling. Derfor er afskærmningen af varmefladen vigtig. Alle områder af plastpladens overflade bliver opvarmet af samtlige varmeelementer i varmefladen, så længe de ikke er afskærmet eller fokuseret. Det gælder derfor, at slukning af et varmeelement virker over hele fladen, dog med den største virkning umiddelbart under varmeelementet. Temperaturforskellen er størst under midten af det slukkede varmeelement og aftager, jo længere man kommer ud. I praksis slutter påvirkningen på pladen efter en vinkel på 30°. Et slukket varmeelement bliver opvarmet af dets naboer og vil så stråle med den temperatur, som den har opnået.