Tempereringsaggregat
Når der stilles særlige krav til sprøjtestøbte emner fx overfladeglans, små tolerancer, eller små, indre spændinger, bør der anvendes et tempereringsaggregat til opvarmning af sprøjtestøbeværktøjets kaviteter. Ved høje temperaturer, eller hvor det ikke er ønsket, at al den tilførte varme blot vandrer over i maskinplanerne, må værktøjets opspændingsplaner være isoleret.
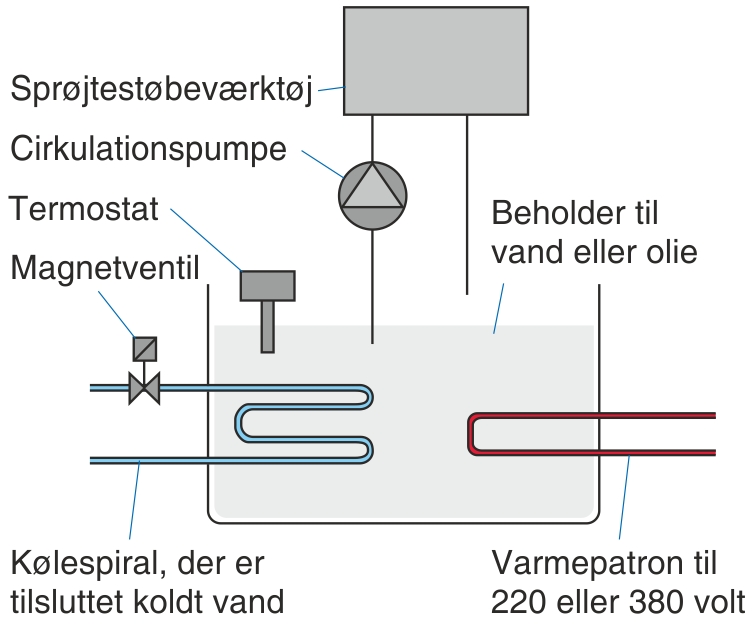
Der skelnes mellem tempereringsaggregater for temperaturer under 100 °C, hvor kølemediet er vand, og over 100 °C, hvor kølemediet er olie.
Til forskellige temperaturer skal vælges passende slangekvalitet. En almindelig armeret PVC-slange tåler ikke temperatur over 60 °C.
Den ønskede fremløbstemperatur (til værktøjet) indstilles på tempereringsaggregatets termostat. Termostaten styrer ved hjælp af en varmepatron og kølespiral temperaturen i beholderen. Via en pumpe bringes det tempererede vand til cirkulation i værktøjets kølekreds.
Vedligeholdelse af tempereringsaggregatet består i:
- Tjek af væskestand
- Tjek af køleslangerne for slitage. Udskift defekte slanger. Vandet er meget varmt og kan skolde betjeningspersonalet ved brud
- Tjek af opvarme- og kølefunktion med passende mellemrum
- Tjek, om slangerne er egnet til de ønskede temperaturer