Doseringsberegning
Formel for den specifikke dosering (g/cm):
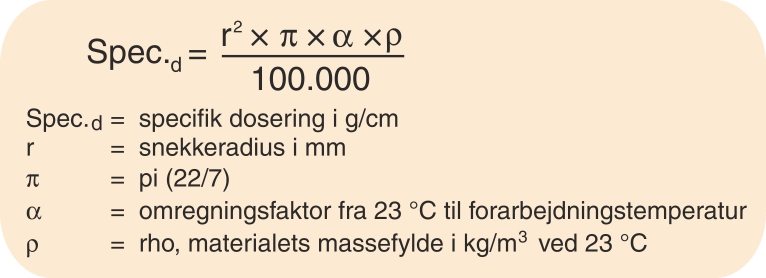
Da ρ er mindre ved forarbejdningstemperatur end ved 23 °C, må der indføres en omregningsfaktor α, der ligger mellem 0,8 og 0,9.
For amorfe materialer er α = 0,85-0,9.
For delkrystallinske materialer er α = 0,8-0,85.
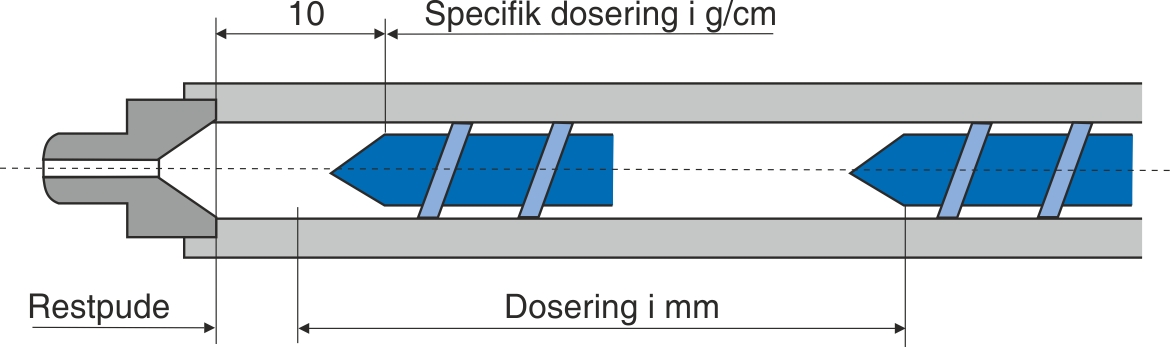
Ved fyldeskudsserien: Bemærk, at omkoblingspunkt og pude ikke er det samme sted, idet snekken oftest kører forbi omkoblingspunktet.
For at kunne nå at aflæse puden i fyldeskudsserien skal der indsættes en værdi for forsinket opsnekning på ca. 6 sekunder. Husk at ændre denne forsinkelse til en ”passende” tid i eftertryksserien (eventuelt 0 sekunder).
Beregningseksempel
Snekkediameter = 30 mm, materiale = ABS, der er amorf og med ρ = 1.060:
Spec.d = (15² × π × 0,9 × 1.060)/100.000= 6,74 g/cm
Beregningseksempel
Skudvægt på 32,8 gram:
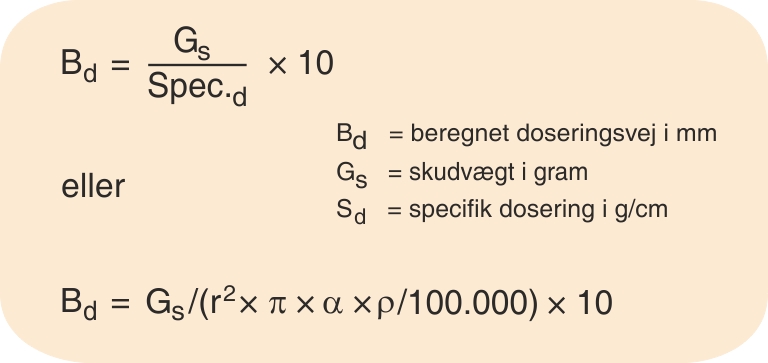
Bd = 32,8 / 6,74 × 10 = 48,67 mm
eller
Bd = 32,8/(15² × π × 0,9 × 1.060/100.000) × 10 = 48,63 » 48,6 mm*
* årsagen til afvigelsen er antallet af deci-
maler, der udelades i først udregning