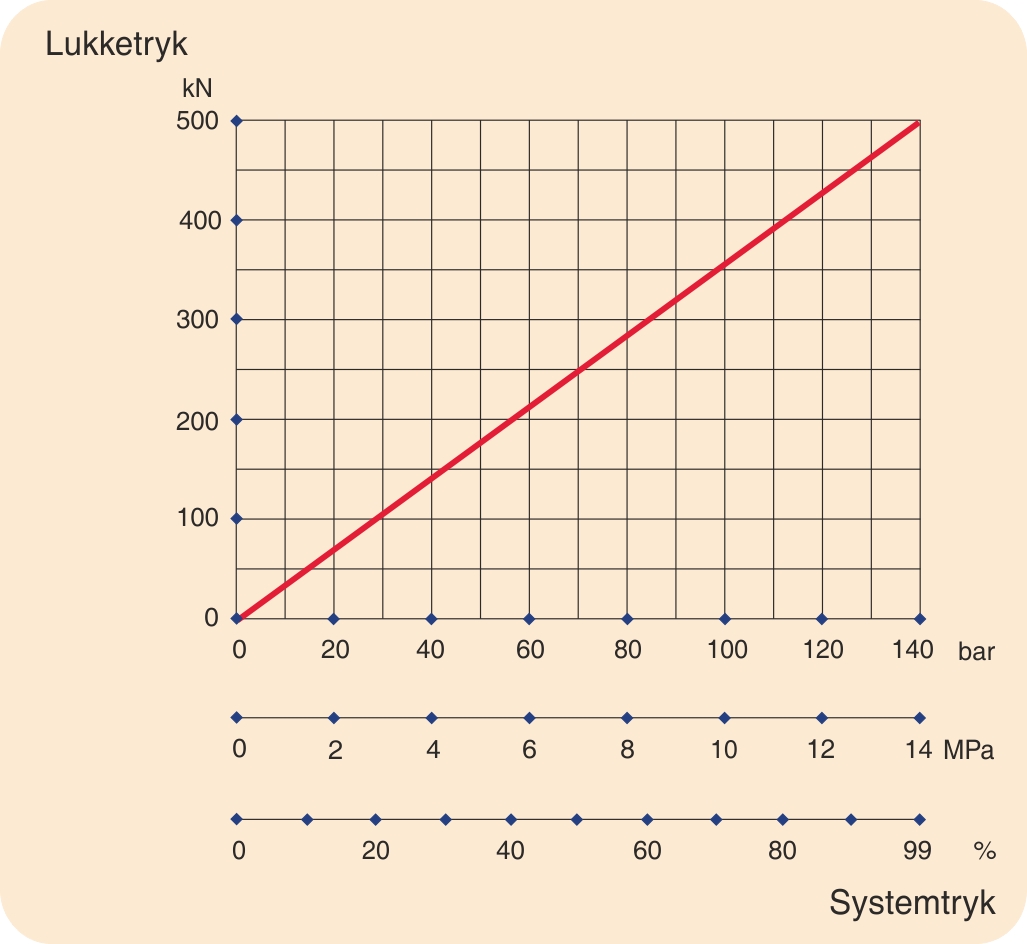
Diagram for lukketryk
Leverandørerne af sprøjtestøbemaskiner leverer sammen med maskinerne en manual med forskellige maskinkort deriblandt et diagram for lukke-tryk. Ud af dette diagrams Y-akse kan lukketrykket aflæses i kN. 10 kN er lig med 1 MPa.
På X-aksen, der angiver maskinens systemtryk (manometertryk), kan trykket aflæses i bar eller MPa svarende til det tryk, der aflæses på sprøjtestøbemaskinens manometer. Derudover er systemtrykket opgivet i procent, således at det ikke er nødvendigt selv at beregne denne enhed.
Diagrammet kan aflæses på følgende måde: Find det ønskede systemtryk på X-aksen og træk en lodret linje. Hvor den skærer kurven, trækkes en vandret linje mod venstre. Hvor denne linje skærer Y-aksen, kan lukketrykket aflæses.
Såfremt lukketrykket er fastlagt, eventuelt fra en tidligere produktion på en anden maskine, anvendes diagrammet modsat.
Det vil sige, såfremt et værktøj skal flyttes fra en maskine til en anden, kan samme lukketryk let bibeholdes uden beregninger, idet lukketrykket umiddelbart blot kan overføres via diagrammet og ved aflæsning af manometertrykket, som så indstilles på den nye maskine.