Beregning af nødvendigt lukketryk
Formel til udregning af middel fyldetryk:
Hvis Pm bliver mindre end 12 MPa eller 120 bar, anvendes 12 MPa eller 120 bar.
Forkortelser
| fs | godstykkelsesfaktor (uden benævnelse) |
| ff | flydetalsfaktor (materialeafhængig) |
| s | godstykkelse i mm |
| L | flydevej i mm |
| A | areal i mm^2 |
| Pm | middel fyldetryk i MPa |
| P | lukkekraft i kN |
Godstykkelsen (s) og den tilhørende godstykkelsesfaktor (fs)
| s (mm) | fs |
|---|---|
| 0,5 | 100 |
| 0,6 | 70 |
| 0,7 | 57 |
| 0,8 | 45 |
| 0,9 | 35 |
| 1,0 | 30 |
| 1,1 | 26 |
| 1,2 | 21 |
| 1,3 | 18 |
| 1,4 | 15 |
| 1,5 | 13 |
| 1,6 | 11 |
| 1,7 | 10 |
| 1,8 | 9 |
| 1,9 | 8 |
| 2,0 | 7 |
| 2,1-5,0 | 7 |
Udvalgte materialers flydetalsfaktor (ff)
| Materiale | ff |
|---|---|
| PE, PS, PP | 1,0 |
| PA | 1,2-1,4 |
| CA | 1,3-1,5 |
| ABS, SAN | 1,3-1,4 |
| PMMA | 1,5-1,7 |
| POM | 1,6-1,8 |
| PC | 1,7-2,0 |
Beregningseksempel
Efter ovenstående formler beregnes det nødvendig lukketryk af emnet på tegningen ”Eksempel 1”.
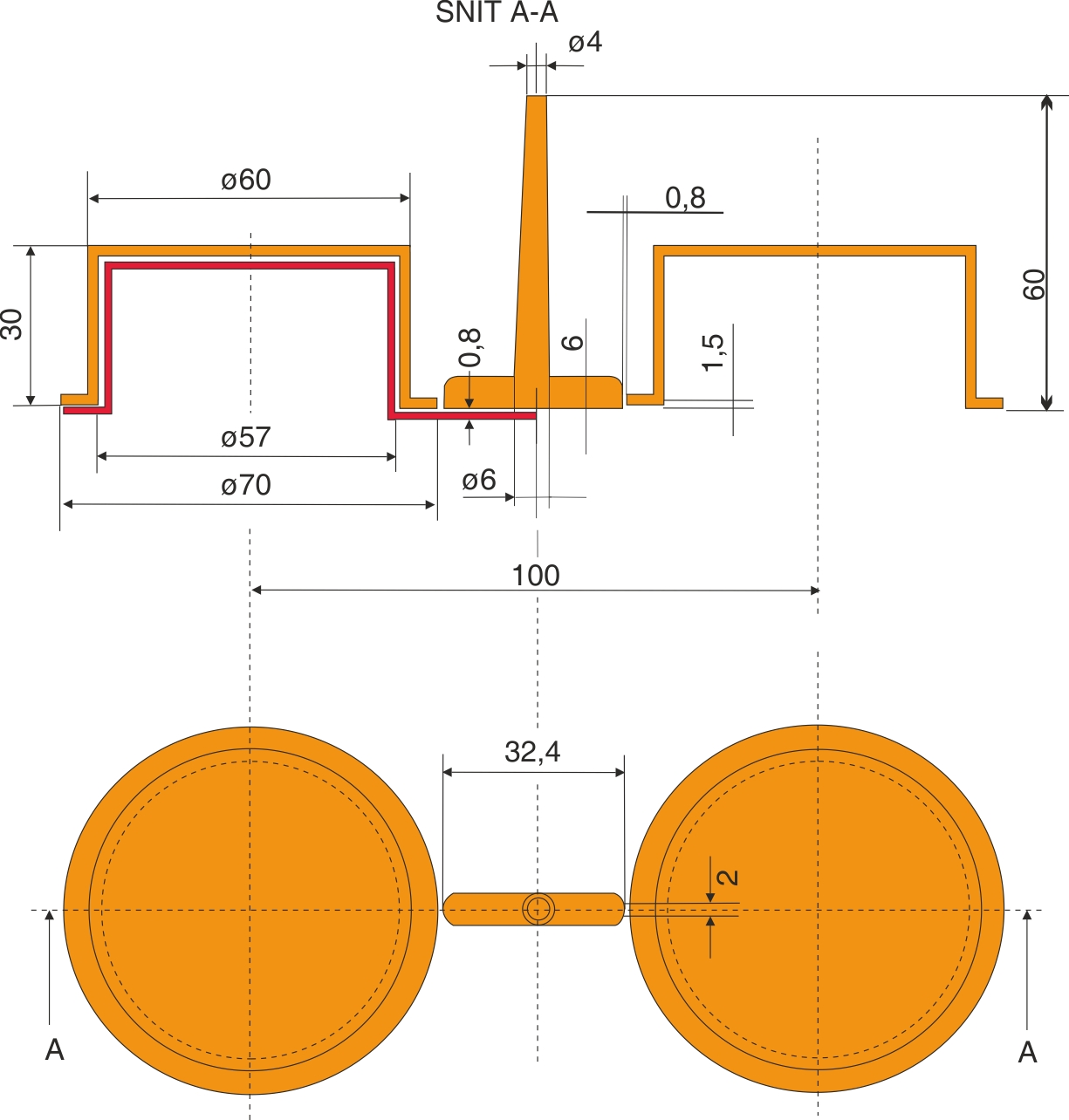
Flydevejen beregnes som den længste vej, materialet kan flyde fra lukkefladen til det fjerneste hjørne i værktøjskaviteten.
Bemærk, at der kun tages hensyn til ét emne ved beregning af flydevej.
Flydevejen beregnes ved at følge den røde opmærkning på tegningen i ”Eksempel 1” og sammenlægge målene.
Beregning af flydevej:
Fordelerstreng = 0,5 × 32,4 mm
Emnehøjde = 2 × 30 mm
Emnediameter = 60 mm
I alt 16,2 + 60 + 60 = 136,2 mm
Middel fyldetryk kan nu beregnes:
Pm = fs × L/100
Pm = 13 × 136,2/100 = 17,7 MPa » 18 MPa
Hvis Pm bliver under 12 MPa, anvendes Pm = 12 MPa
Det tryk, der påvirker formen til åbning, svarer til middel fyldetryk, som udgør 18 MPa for emnet i ”Eksempel 1”. Derudover afhænger den nødvendige lukkekraft af maskinens og værktøjets stivhed, emnets udformning, den tilladte ånding (udluftning) for værktøjet og naturligvis materiale- og forarbejdningsparametrene.