PDF-Test PDF billedkataloger Bogen om plast Søg Generelt om plast
Plastmaterialernes historie
Generelle egenskaber ved plast De første plasttyper Moderne plasttyper Definition af plast Terminologi Plastmaterialernes oprindelse Forbruget af plast Eksempler på anvendelse af plast
Kemisk opbygning af plast Grundstoffer, atomer, molekyler og ioner Organiske stoffers opbygning Højmolekylære stoffer Polymerisation
Plastpolymerers struktur Polymerers krystallinitet Sfærolitter Mere om Termoplast, hærdeplast og elastomerer Molekylmasse og molekylmassefordeling Molekylorientering Tilsætningsstoffer og andre hjælpestoffer Stabilisatorer Smøre- eller glidemidler Farvestoffer og pigmenter Brandhæmmere
Organiske additiver Uorganiske additiver Reaktive midler Brandhæmmende overfladebehandling Yderligere om brandhæmmere
Antistatmidler Blødgøringsmidler Opskumningsmidler Fyldstoffer Termiske egenskaber Mekaniske egenskaber Elektriske egenskaber
Termoplast Specifik volumenmodstand Overflademodstand Gennemslagsspænding Dielektricitetskonstant Dielektrisk tab
Kemiske og fysiske egenskaber Polyolefiner Styrenbaserede termoplast
Termoplastiske elastomerer Polystyren Styren-butadien-copolymer Styren-acrylnitril-copolymer Acrylnitril-butadien-styren-copolymer Andre styrenbaserede terpolymerer
Polyvinylchlorid Egenskaber Forarbejdningsmetoder Anvendelseseksempler Egenskaber Forarbejdningsmetoder Anvendelseseksempler Egenskaber Forarbejdningsmetoder Anvendelseseksempler Egenskaber Forarbejdningsmetoder Anvendelseseksempler Egenskaber Forarbejdningsmetoder Anvendelseseksempler Egenskaber Forarbejdningsmetoder Anvendelseseksempler
Acrylplast Polyamider Polyoxymethylen Termoplastiske polyestre Polyethylennaphthalat Polybutylennaphthalat Polyphenylenoxid Polycarbonat Fluorplast Svovlholdige plast (PSU, PAS m.fl.) Styrenbaserede TPE Olefinbaserede TPE Urethanbaserede TPE Esterbaserede TPE Amidbaserede TPE Anvendelseseksempler for termoplastiske elastomerer
Hærdeplast Umættet polyester (UP) Epoxyplast Polyurethan Phenolplast Aminoplast
Forstærkningsfibre Glasfiber Vævede fiberprodukter
Plastbaserede kompompostimaterialer Arbejdsmiljø Mønstre Mængder og retninger Kombinationer Orientering Parametre Fibre som preform Halvfabrikata Tekstilteknologi
Carbonfiber Rayon-processen PAN-processen Sammenlignelige egenskaber af carbonfibre BEG-processen Prepregs Fiberdiameter Hybrider
Aramidfiber Arbejdsmiljø
Det ydre miljø Genanvendelse og bortskaffelse Arbejdsmiljøloven - ledelse - ansattes pligter Arbejdstilsynet Bedriftsundhedstjenester Arbejdspladsvurdering Arbejdsmiljøvejviser nr. 21
Arbejde med plastråvarer og hjælpestoffer Arbejdsmiljølovens farlighedsbegreb Brugsanvisninger Arbejde med plastforarbejdningsmaskiner og med andet teknisk udstyr Termoplast Hærdeplast Genbrug Genvinding PVC og WUPPI-ordningen Hærdeplast og hærdeplastbaserede kompositmaterialer Biologisk nedbrydelige polymerer Mærkning af plast Lifecycle engineering
Sprøjtestøbning De første sprøjtestøbemaskiner Den moderne sprøjtestøbemaskine Sprøjtestøbemaskinens hovedelementer
Ekstrudering Mikrokontakter og nokker Funktionsprincip for sprøjteenheden på en reguleret maskine Maskinstativ Lukkeenhed
Sprøjteenhedens funktion Den fuldhydrauliske lukkeenhed Knæledslukkeenhed Fuldhydraulisk lukkeenhed med integreret transportcylinder Hydraulisk lukkeenhed med afstandsarm Etagelukkeenhed Otte-søjlers, fuldt hydraulisk lukkeenhed Knæledslukkeenhed med integreret mellemplade Fem-punkts-knæledslukkeenhed Fuldelektrisk lukkeenhed
Sprøtestøbeenhed Snekkegeometri og snekkeudnyttelse
Maskindyser og indløbsbøsninger Snekke-gængedybde og snekke-gængestigning Snekkeprofil Brugbare og mulige doseringsveje Luft i plastsmelten Snekkeslitage Snekkespids med tilbageløbsspærre
Misfarvning og nedbrydning af smelte pga. dårlige tætningsplader Modtryk og plastificering Åben dyse Dysehul Dysecentrereing Dyseanlæg og dyseanlægsflader Standardiseret dyseanlæg Forkammerdyse Lukkedyser
Værktøjsopspænding Opspændingsmetoder Opspændingsbolte og gevindhuller Spændejernets hældning Boltafstand Spændesystemet "Ideal" Tilslutning af værktøjskøling Tempereringsaggregat Udstøderens indstilling/opmåling
Sprøjtestøbeproces og procesberegninger Kalkulation Inden produktionsopstart Sprøjtestøbecyklus Fejlfinding Cyklustid og proceskendskab
Forskellige driftsformer og funktioner Punkt 0: Manuel opsnekning Punkt 1: Form lukkes Punkt 1a: Formsikring Punkt 1b: Lukkehøjtryk Punkt 2: Dyse eller sprøjteaggregat frem Punkt 3: Indsprøjtning Punkt 3a: Omkobling til eftertryk Punkt 4: Eftertryk Punkt 4a: Eftertrykstid Punkt 5: Køletid Punkt 5a: Opsnekning/dosering Punkt 5b: Modtryk Punkt 5c: Dekompression eller kompressionsaflastning Punkt 6: Dyseaflastning eller tilbageføring af sprøjteaggregat Punkt 7: Form åbnes Punkt 8: Udstødning Punkt 9: Pausetid
Opstillingsprogram Håndbetjening Halvautomatisk Fuldautomatisk Overvågningsprogrammer Specielle programmer
Sprøjtestøbemaskinens vedligeholdelse Sikkerhed ved sprøjtestøbemaskinen Indkøring med fastlæggelse af procesparametre Del 1: Indledning Del 2: Planlægning Del 3: Fastlæggelse af procesparametre
Værktøjer og hjælpeudstyr Formålet med fyldeskudsserien Smeltetemperatur Værktøjstemperatur Sprøjtetryk Snekkeomdrejninger Modtryk Omkoblingspunkt Eftertryk og eftertrykstid Indsprøjtningshastighed Start på fyldeskudsserien Antallet af kaviteters betydning for formfyldningen Eksempel på parameterkort til fyldeskudsserie Formålet med eftertryksserien Start på eftertryksserien Restpude Valg af eftertryk Svind og genindkøring Eksempel på parameterkort til eftertryksserie Formålet med forseglingsserien Start på forseglingsserien Forseglingsvægt og genindkøring Eksempel på parameterkort til forseglingsserie Belysning af formfyldning Formålet med restkøletidsserien Start på restkøletidsserien Varmeformbestandighed Formålet med emnevægtsstabilitetsserien Eksempel på proceskort til emnevægtspredning Beregning af emnevægtspredning Formålet med emnemålstabilitetsserien (målspredningen) Beregning af emnemålspredning Eksempel på proceskort til emnemålspredning Omkobling til eftertryk
Del 4: Kvalitetsværktøjer Treatning eller coronabehandling Værktøjsfremstilling Sprøjtestøbeværktøjets opbygning og hovedbestanddele Indløbstyper, placering og dimensionering
Materialer Fristråleeffekt Tunnelindløb Snabelindløb Kegleindløb Skærmindløb Filmindløb Vifteindløb Stropindløb Ringindløb Varmekanalfordeler med nåleventil Nåleventil Varmedyser Fordelerkanaler eller indløbskanaler Indløbsplacering Tværsnit af fordelerkanal
Centraludstøder/indløbstrækker Udstøderkonstruktioner Mekanisk udstødersystem Hydraulisk udstødersystem Krav til udstøderkonstruktion Afformningsfunktion og formslip Stiftudstøder og fladudstøder Rørudstøder Bladudstøder To-trins-udstødning med tilbagetryksenhed
Værktøjsundbygningshøjder og forskellige udstødersystemer Udstødersystem med almindelige stiftudstødere og udstøderkasse Udstødersystem med almindelige stiftudstødere uden udstøderkasse Udstødersystem med afriverplade og afkortet udstøderkasse Udstødersystem med afriverring og udstøderkasse Udstødersystem med afriverring uden udstøderkasse Trepladeværktøj med fire trækstænger eller stopstænger Trepladeværktøj med klinketræk
Temperaturregulering Formtemperaturens indvirkning på emnet Kølesystemer Forskellige eksempler på formkøling Kølemedietilslutning Brudte eller afblændede kølekanaler Tætning af køleindsatse
Datomærkning Formgivning Svind eller volumenformindskelse Den viskose sjæl De tre arter af struktur i det sprøjtestøbte emne Plastsmeltens ekspansion under støbning Plastsmeltens ekspansion i formhulrum Den viskose sjæls forgrening Temperaturindstilling ved sprøjtestøbning Retningsgivende materialeegenskaber
Alternative sprøjtestøbeteknikker PEHD/PELD PP PS SB SAN ABS PMMA CA PC PVC, HÅRD PVC, BLØDGJORT POM PA6 og PA6.6 OVERSIGT OVER GENERELLE OPLYSNINGER OM TERMOPLAST
Indfarvning af plastmaterialer Masterbatchens indflydelse på det støbte emne Farvepigmenter til masterbatch Farvematchningsproblematik
Opskumningsmiddel Additiver og hjælpestoffer Blødgørere Brandhæmmere Forstærkningsmaterialer Fyldstoffer Slipmidler UV-Stabilisatorer Varmestabilisatorer Produkterne Ekstruder Processen
Termoformning Pelletering Rør og profiler Folie Plader Monofilamenter Kapperør, isolering på elledninger osv. Blæsestøbning Coekstrudering Adiabatisk ekstrudering
Ekstruderens opbygning Gearkassen og dens vedligehold Cylinder
Processen fra granulat til produkt Værktøjsflange/gevind Spændebolte Varmezoner Traverskøling Cylinder-/zonekøling Afgasnings-/afdampningszone Notzone Fejl og vedligehold på og omkring cylinderen Snekken Forholdet mellem snekkelængde og snekkediameter Snekkens zoneopdeling Snekkens stigning Snekkens kompressionsforhold Volumenbestemmelse Snekketyper Sammensatte snekker Barrierezone Mikse-/blandezoner Krav til snekkegeometri Snekkespids Dobbeltsnekke Snekkens data Afgasnings-/afdampningszone Forskydelig snekke Snekkekøling
Kontrolpanel Tragten Påfyldning af råmateriale Suger Fortørring Stropsnekke Doseringssnekke Plastificeringsprocessen Varme Modtryksfilter/-si Massetryksmåler Massetemperaturmåler Ekstruderingsværktøj Køling Strækning Snekkens arbejde
Generel klargøring inden opstart Indkøring og optimering Fødezone Kompressionszone Pumpezone Snekkekøling Snekkens udseende Temperatursætning Temperaturprofil
Snekkekarakteristik Dornvarme Ydelse Specifikation Kvalitet Råvarekontrol Kontrol med det færdige produkt Proceskontrol Snekkeomdrejninger og periferihastighed Ydelesesgraf Visuelle fejl under produktionen
Værktøjer og hjælpeudstyr Rengøring af værktøj Centrering Styring af godstykkelsen ved hjælp af varme Automatisk indvejning Materialefølere Treatning eller coronabehandling Smeltepumpe/gearpumpe Krympeprøve Trækprøvning
Materialer Forbehandling af materialet Strømningskarakteristik Miksning af PVC Ekstrudering af PVC pulver PVC, chlor og smøremiddel Planetvalseekstruder
Ekstruderingsprocesser Rørekstrudering Rørværktøjet PE- og PP-værktøj Vulst Kalibrering Vandfilm Svind og spændinger Trækbænken Sav eller afkorter Spoleapparat Samlemuffe Opstart og stop af røranlæg
Profilekstrudering Plade og planfolieekstrudering Kølevalser eller kalandrette Sav eller afkorter Coekstrudering af folie/plade Laminering Kalandrering Fremstilling af rør eller kapper Kantskæring Opstart og nedlukning af plade- og planfolieanlæg
Monofilamentekstrudering Kabelisolerings- og kapperørsekstrudering Værktøjet Trækbænken Sav eller afkorter Opspoling Opstart og nedlukning af kabelisolerings- og kapperørsanlæg
Blæsestøbning Blæsestøbemaskinen Symboloversigt Sikkerhedsskærm Slangehovedet
Indkøring og optimering Hoveder og hjælpeudstyr Materialer Alternative processer Sidefødt slangehoved Bundfødt slangehoved Modtryksring Dysen Centrering Profileret slange Vægtkontrol Vandring Ovaliseret eller profileret dyse Positionsføler Støtteluft Afklip Vognen/slæden Centrering af ekstruderen
Formen Termoformmaskinen Positiv- og negativformning Termoformningsmetoder
Rotationsstøbning Fremstilling og forarbejdning af fiberforstærket hærdeplast Formningsforhold Positivformning
Opvarmning Positivformning med forblæsning Positivformning med forblæsning og køleluftdyse Positivformning med forsugning ned i blæsekassen
Negativformning Opvarmningsmetoder Styringen af elektriske varmeelementer Opvarmning med temperaturstyrede varmeelementer Procesforløb
Køling Afformning Afformningstemperatur Formkonstruktion med god afformning Trykudligning og afformningsluft Afformningshastighed Afformningshjælp
Materialeegenskaber, der har indflydelse på termoformprocessen Optagelse af fugt Materialernes friktion ved termoformning Krymp og formsvind Orientering Statisk opladning af termoplastiske plader Termoplasts opførsel ved opvarmning Strækning af pladen Fuldformethed
Konstruktion af forme Materialer Pladetykkelse Formningstemperatur Formningskraft Fomrtemperatur Luftafgang Formningsforhold
Termoplastens opførsel under køling Materialer til tormoform-forme Udformningsregler for termoform-forme Temperaturstyring af forme Dimensionering af formfladen Fremstilling af konturblænder til positivforme
Konstruktion af overstempler Kontrol af emner fejl ved termoformning Diskontinuerlige metoder
Polyurethanstøbning Håndoplægning Sprøjteoplægning Pressestøbning Varmpresning Koldpresning Vakum- og tryk-sækmetoderne RTM Vikling Autoklavering
Kontinuerlige metoder Kontrolmetoder Reparationsmetoder Stive polyurethaner Fleksible polyurethaner Processforløb Blandemetoder
Pressestøbning Gummiforarbejdning Portionsblandning Kontinuert blanding Lavtrykmaskiner Produktionsmetoder Produktionsmetoderne blokstøbning og slabstock Makinopsætning Fejlfinding Forberedelser til reparation
Formgivningsudstyr Kontrol- og prøvningsmetoder Modtagekontrol af råvare Driftkontrol under fremstillingsforløbet Maskinkontrol Kontrol af det færdige produkt
Katalysatorer Stabilisatorer Additiver Slipmidler Ikke-destruktiv kontrol Destruktiv kontrol Brandfarer under produktion Brandsikring ved brug af cyclopentan
Miljø Gummimaterialets historie Formgivning af gummi
Sammenføjning Svejsning
Spåntagning Tykvægssvejsning
Limning Varmluftssvejsning Ekstrudersvejsning Struksvejsning Muffesvejsning Elektromuffersvejsning Kantbuksvejsning
Tyndvægssvejsning Mikrokontakter og nokker
Sprøjtestøbemaskinens mekaniske bevægelser, dvs. åbning, lukning, ud-stødning samt sprøjteaggregatets og snekkens forskellige positioner, blev oprindeligt styret af såkaldte ”nokker”.
Når en elektrisk kontakt (mikrokontakt) rammer en nokke, giver mikrokontakten impulser til maskinens hydrauliske anlæg om positioneringen for den aktuelle bevægelse.
Disse mikrokontakter blev senere erstattet af berøringsfrie kontakter, som var mindre sårbare, som senere igen blev erstattet af de vejtransducere, vi kender i dag.
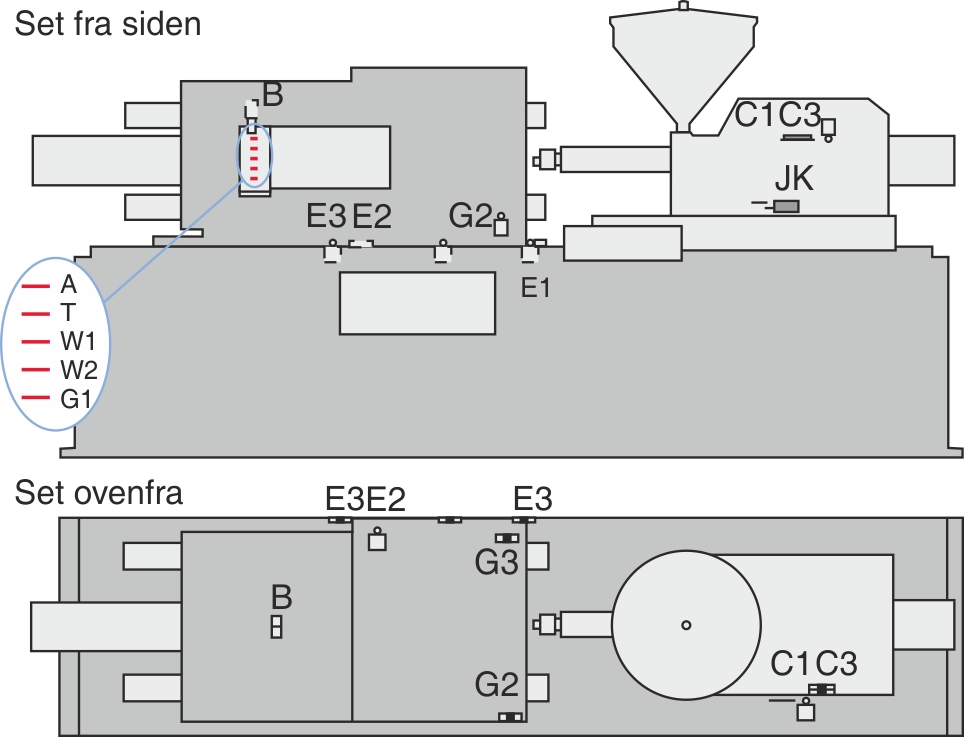
Mikrokontakter og nokkers betydning og placering
| A | Formåbningshøjde | G2 | Formsikring slut |
| B | Form lukket | G3 | Formsikring slut |
| C1 | Dosering | J | Indsprøjtning |
| C3 | Omkobling ti leftertryk | K | Sprøjteenhed retur |
| E1 | Skærmsikring | T | Mellemstop |
| E2 | Skærmsikring | W1 | Langsom lukning |
| E3 | Skærmsikring | W2 | Langsom åbning |
| G1 | Formsikring start |