Misfarvning og nedbrydning af smelte pga. dårlige tætningsplader
Ved adskillelse og samling af sprøjteenhedens komponenter er der fra maskinproducenten opstillet nogle detaljerede anvisninger på korrekt montering og samling af de forskellige komponenter fx maskindyse, cylinderhoved, tilbageløbsspærre, maskinflange og dysespids.
Maskindelene skal naturligvis være helt rene for fastsiddende og eventuelt forbrændt plast. For at sikre, at tætningsfladerne er i fuld kontakt med hinanden, kan der anvendes mærkeblåt under monteringsprocessen.
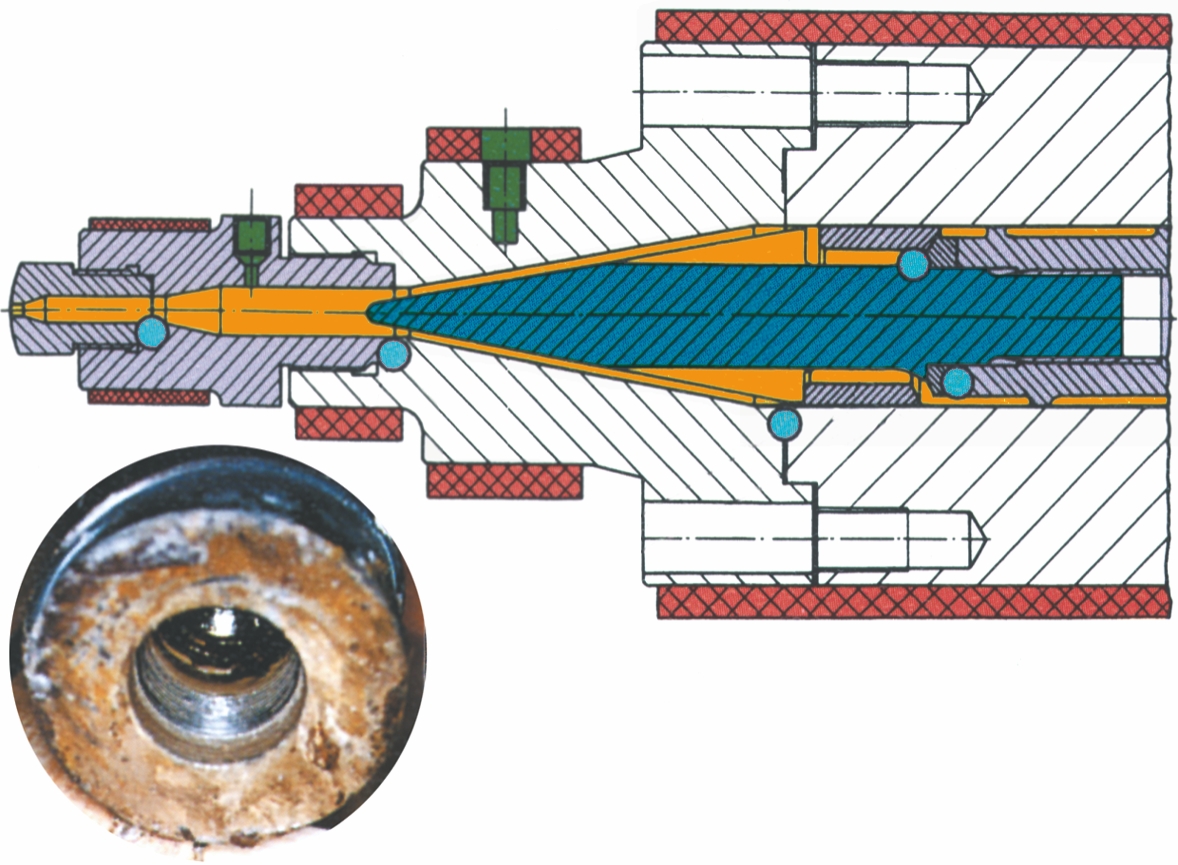
En hyppig årsag til misfarvninger fra nedbrudt smelte er ofte ikke-intakte tætnings- og samleflader i plastificeringsenheden.
Følgende tætnings- og samleflader skal være intakte:
- Maskindysen og dysehovedet
- Dysehovedet og maskinflangen
- Dyseflangen og sprøjtecylinderen
- Snekkespidsen og snekken
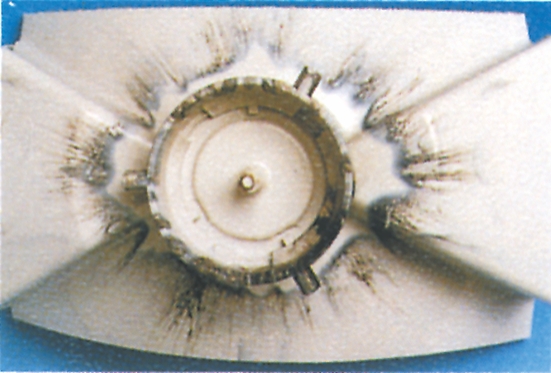
Såfremt disse tætnings- og samleflader er beskadiget, måske ikke fremstillet eller monteret korrekt, kan der opstå ”døde hjørner”, hvor det smeltede materiale kan aflejres, hvorved det får for lang opholdstid og temperaturstigning, hvilket vil nedbryde molekylerne.
Den derved beskadigede smel-te bliver af den efterfølgende smelte revet med og indsprøjtes i værktøjet, hvor den forårsager emner med stærk misfarvning.