Formgivning
Formgivning ved sprøjtestøbning medfører en ofte lang transport af materialet fra materialetragten og til det yderste sted i værktøjet. Den forudgående opvarmning og plastificering giver materialet den rette konsistens og muliggør den ønskede transport.
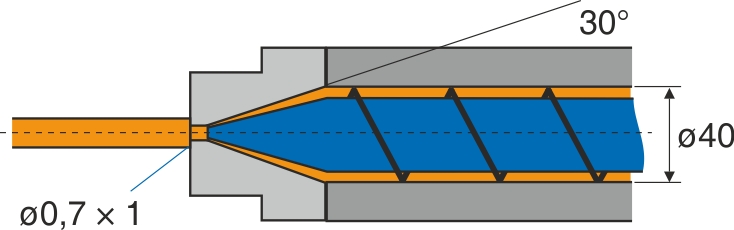
Plastificeringen ved sprøjtestøbning sker som i en ekstruder. Forskellen er blot, at ved ekstrudering står snekken stille, og ved sprøjtestøbning arbejder snekken sig baglæns gennem plastmaterialet, hvorved det smeltede materiale transporteres frem og lejrer sig foran snekkespidsen inden indsprøjtning i værktøjet.
Molekylerne i plastmaterialer kan betragtes som fibre med meget små fysiske dimensioner, som under formgivning glider mod hinanden.
Ved sprøjtestøbning presses plastmaterialet gennem et lille dysehul, når det sprøjtes ind i værktøjet. For at passagen gennem dysehullet er mulig, må molekylerne strækkes for umiddelbart efter passagen igen at trække sig sammen.
Når man som her eller på anden vis flytter rundt på molekylerne, tilføres de en vis orientering. En sådan orientering kan ikke umiddelbart fjernes, så molekylerne igen ligger i en tilfældig struktur.

I en kanal med cirkulært tværsnit vil smelten flyde med en ”kvældende laminar strømning”, hvor hastigheden er lavest ved kanalens vægge og størst i midten.
Den laminare strømning vil fremkomme ikke alene i fordelerkanal og indløb, men også i selve værktøjskaviteten.
Smelten omsluttes i flyderetningen af en tynd film, der er koldere end smelten. Denne film gendannes igen og igen af den smelte, der strømmer frem i midten, og som derved presser smeltefilmen ud mod den kolde formvæg, hvor den omgående størkner.
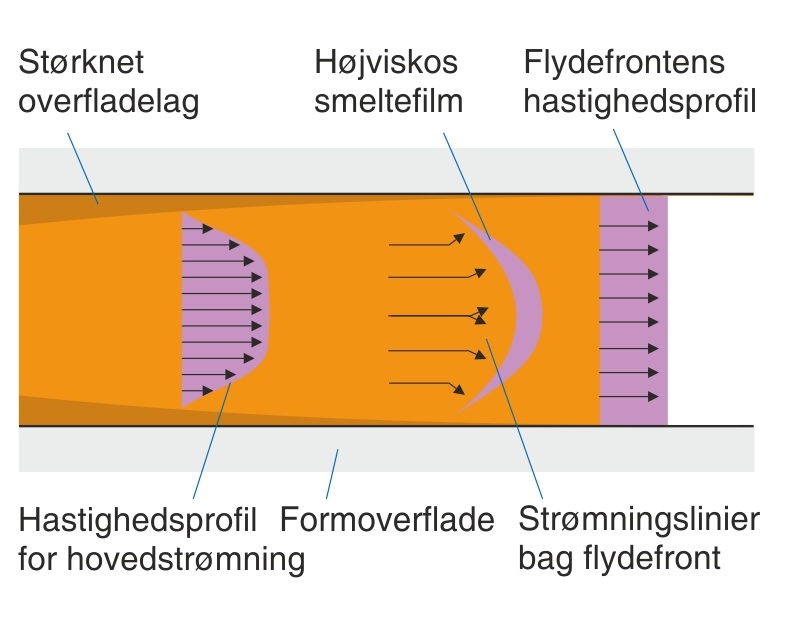
Denne størknede film eller fastfrosne lag vil under det uafbrudt fremstrømmende materiale stadig vokse i tykkelse som en funktion af materialets varmeafgivelse til den kølende formoverflade.
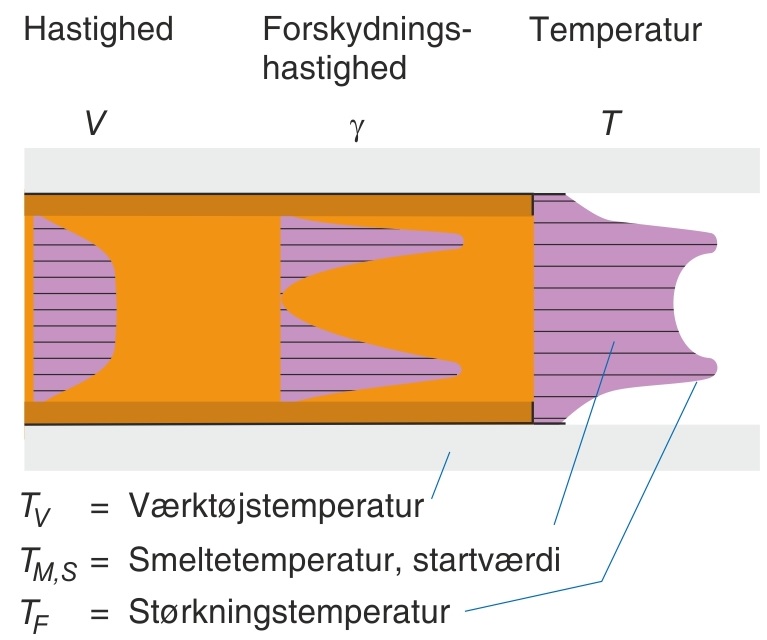
På grund af smeltefrontens form vil molekylerne i den størknede film være biaksialt orienteret. Laget lige under filmen orienteres stærkt i flyde-retningen, men molekylerne kan i en vis udstrækning relaksere (af-spændes) som følge af den noget langsommere afkøling.
I midten af tværsnittet er afkølingen så langsom, at molekylerne har tid til at relaksere fuldstændigt (se afsnittet ”Den viskose sjæl”).
Molekyleorienteringen i det støbte emne bestemmes især af to forhold, dels den kraft, der driver orienteringen frem, og som minimeres ved at bruge den indsprøjtningshastighed, der giver det mindste trykfald, henholdsvis den minimale trykgradient (trykforskel), dels af de orienterende molekylers muligheder for at relaksere ved en temperatur, som tillader deres frie bevægelighed. Hurtig afkøling vil derfor, alt andet lige, medføre højere orienteringsgrad.
Molekyleorientering kan have en positiv virkning, såfremt der ved emnekonstruktionen tages hensyn til belastningens retning i forhold til materialets orienteringsretning.
Orienteringens negative virkning på fx svind og kast kan kun vurderes, hvis den sammenholdes med tryk- og temperaturfordelingens indflydelse (et skøn af denne indflydelse kan opnås med computerberegninger).