Dannelse af den viskose sjæl
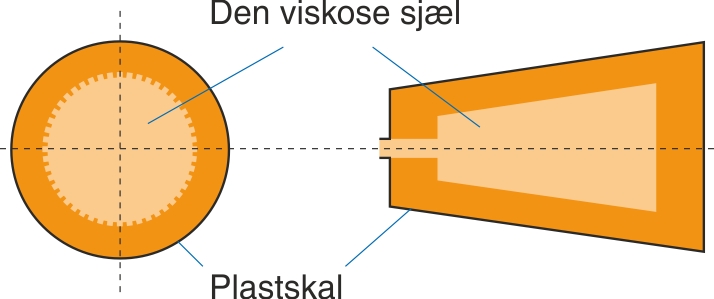
Når plastsmelten presses ind i et formhulrum, vil den straks efter at have forladt indløbsporten ekspandere ud mod værktøjsvæggene, hvor der ved afkøling dannes en stillestående skal, hvorefter den efterfølgende flydende plast bliver til den viskose sjæl, der bevæger sig i den rørformede skal.
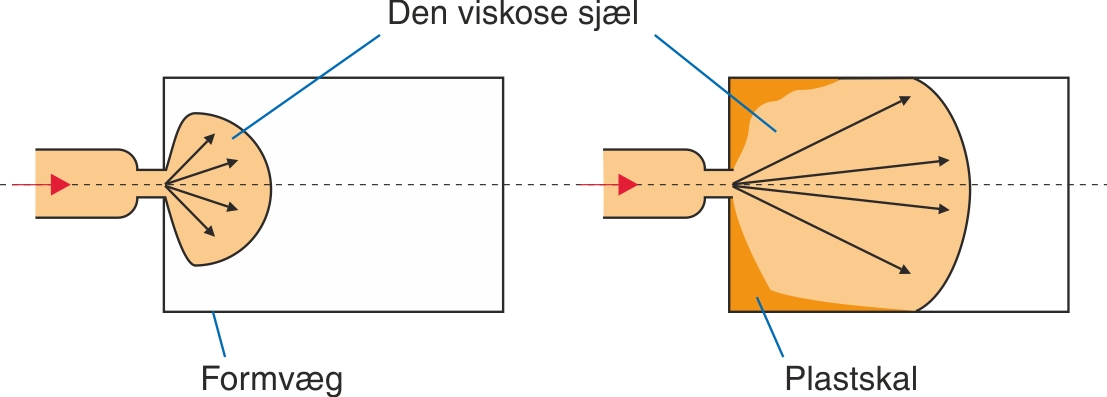
Ved skaldannelsen bliver den flydende plasts tværsnit reduceret til den viskose sjæl, hvorved den viskose sjæl på grund af øget skaltykkelse taber i tværsnit og derved taber varme, hvorved den viskose sjæl flyder mere og mere trægt, hvad der til sidst bevirker, at den indefryser.
Den viskose sjæl har stort set en efter tværsnittet i formhulrummet tilpasset og tilsvarende facon.
Afkølingen vil bevirke, at skaltykkelsen på ethvert tidspunkt er ens i et formhulrums tværsnit, såfremt formtemperaturen er ens på de vægge, der danner formhulrummets tværsnit.