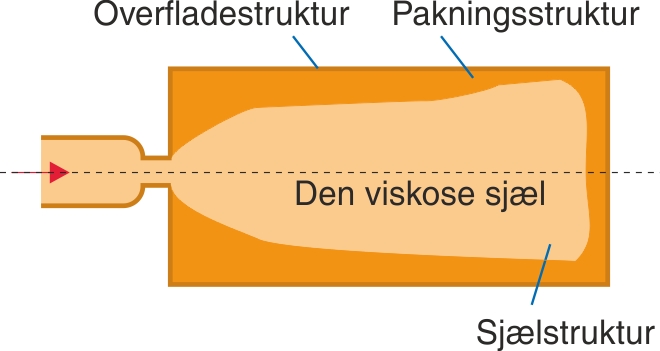
Overfladestruktur
Selv om strukturen i flyderetningen ikke skulle være krystallinsk, men amorf, vil plasten hurtigt ved mødet med den kolde værktøjsoverflade forandre volumen. Det vil sige, at den vil opnå en hurtig volumenændring, der vil betyde, at der opnås en høj pakning af materialet.
De molekyler, der danner det efterfølgende lag oven på det første, vil på grund af plastens varmeisolerende egenskaber ikke blive kølet så hurtigt ned som det første lag, og skrumpningen vil under fyldningen være mindre, men bliver større, efter at emnet er kølet ned til stuetemperatur.
Således dannes der et lag af materiale yderst på emnets overflade. Tykkelsen varierer noget med materialetypen og de anvendte støbeforhold, men vil i de fleste tilfælde ikke være større end 0,1 mm.
Dette lag benævnes som overfladestrukturen, hvis struktur er ens på hele emnets overflade. Strukturen udmærker sig ved at have en stor pakning og ringe skrumpning.
Overfladestrukturens eksistens kan bekræftes, ved at man tager et støbt emne, ridser overfladen på den ene side og bøjer emnet, således at det knækker langs med ridsen. De to emnedele vil modsat ridsen stadigt hænge sammen med en ganske tynd ”hud” som bindeled (hængsel). Dette bindeled er det yderste overfladelag, som ikke er knækket, men blot er bøjet.
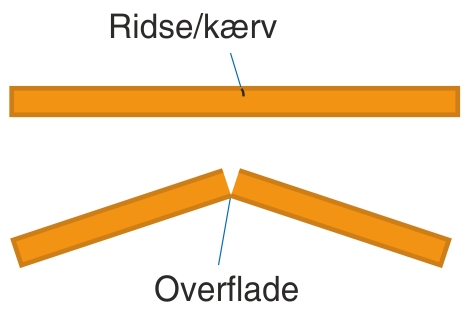
Såfremt man i stedet for et sprøjtestøbt emne tager et ekstruderet emne og laver samme eksperiment, vil emnet brække helt over, idet ”huden” mangler, hvilket er helt i overensstemmelse med forarbejdningsmetoden, idet der ved ekstrudering ikke dannes et særskilt overfladelag.