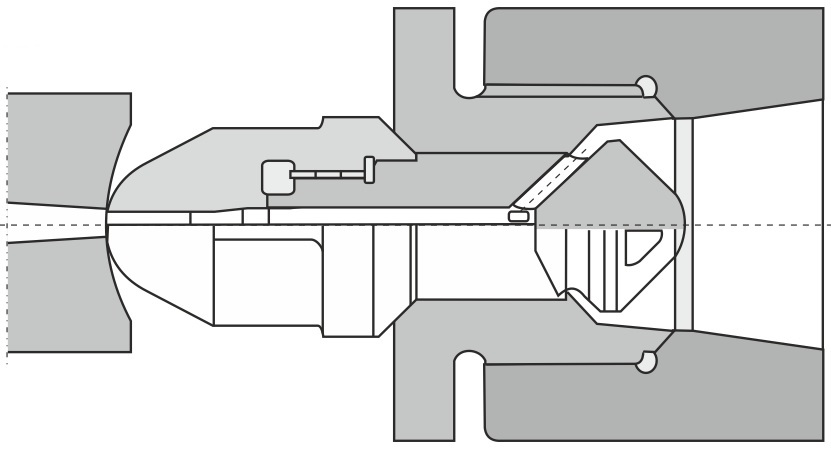
Skydelukkedyse
Skydelukkedysen (også kaldet glidedysen) er anvendelig, hvor der kræves et relativt højt modtryk, idet et højt modtryk foran snekkespidsen bevirker større og mere sikker tæthed.
Dysen er fx velegnet ved produktioner med meget lang doseringstid, hvor værktøjet kan nå at åbne, afforme emnet og lukke igen under doseringen, da dysen er absolut tæt. Dysen skal være aflastet under dosering.
Dysen anbefales og anvendes ofte ved forarbejdning af fx PC.
Ved anvendelse af denne dysetype bør maskinen være forsynet med en udsprøjtningsmekanisme, der kan drejes hen foran dysen, og som dysen kan centrere og lægge an til, således at sprøjtecylinderen kan renkøres ved udsprøjtning gennem mekanismens centerhul.
Dysen kan være direkte farlig, hvis man forsøger at sprøjte cylinderen ren uden brug af udsprøjtningsmekanismen.