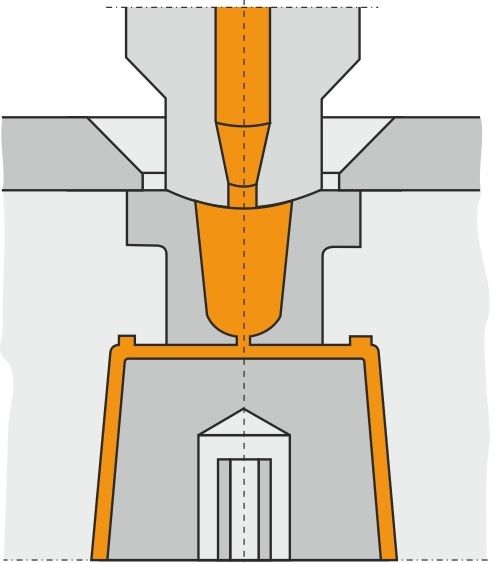
Forkammerdyse
En anden form for åben dyse er forkammerdysen – eller punktindløbsdysen, som den retteligt hedder.
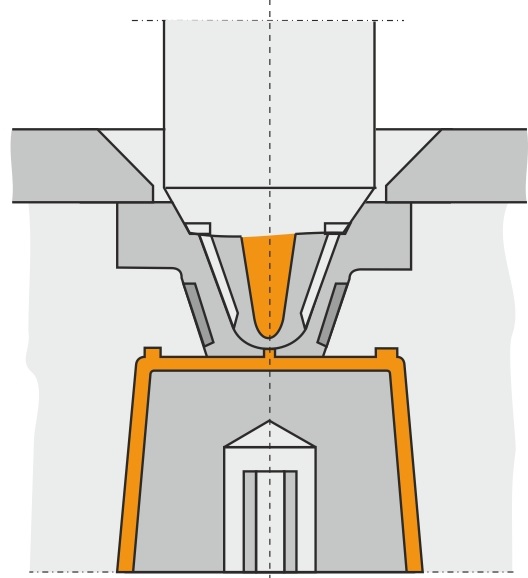
Denne dyses fortrin i forhold til den almindelige, åbne dyse er, at indløbspunktet kun er ganske lille og ikke skal efterbearbejdes som stang- eller tapindløb, som ofte giver et stort sår på emnet.
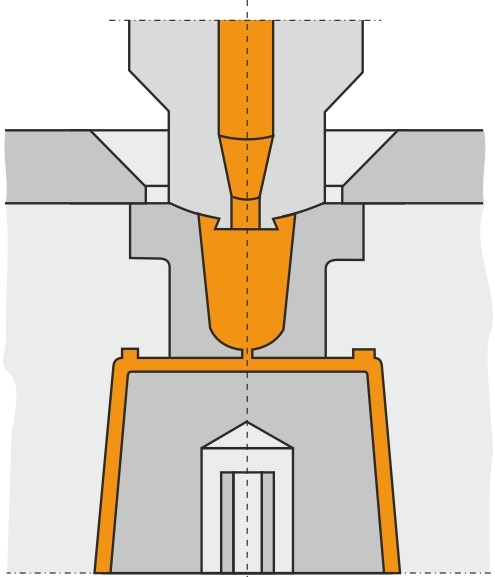
Ulemperne ved denne eller disse dysetyper er, at forkammeret skal holdes flydende fra skud til skud, idet indsprøjtningen foregår gennem forkammerets viskose sjæl, hvorfor cyklustiden ikke må overstige størkningstiden i forkammeret. Dvs. cyklustider meget over 20 sekunder ved fx PS og ABS kan ikke anbefales.
Opstart af produktion med forkammerdyse følger en bestemt norm med hensyn til tilpasning af dosering og omkobling, idet der ved det første skud, når forkammeret er tomt, bruges en betragtelig mængde materiale af skuddet alene til at fylde forkammeret.