Slagsejhed
Det er tidligere nævnt, at polymerer reagerer forskelligt ved mekanisk påvirkning afhængigt af den hastighed, hvormed materialeprøven deformeres. Ved høje deformationshastigheder kan polymeren ikke nå at ”flyde med”.
Modstandsevnen mod meget hurtige påvirkninger, slagpåvirkninger, bestemmes af styrken af de primære og sekundære bindinger i materialet og af dets evne til at fordele slagenergien over et stort volumen.
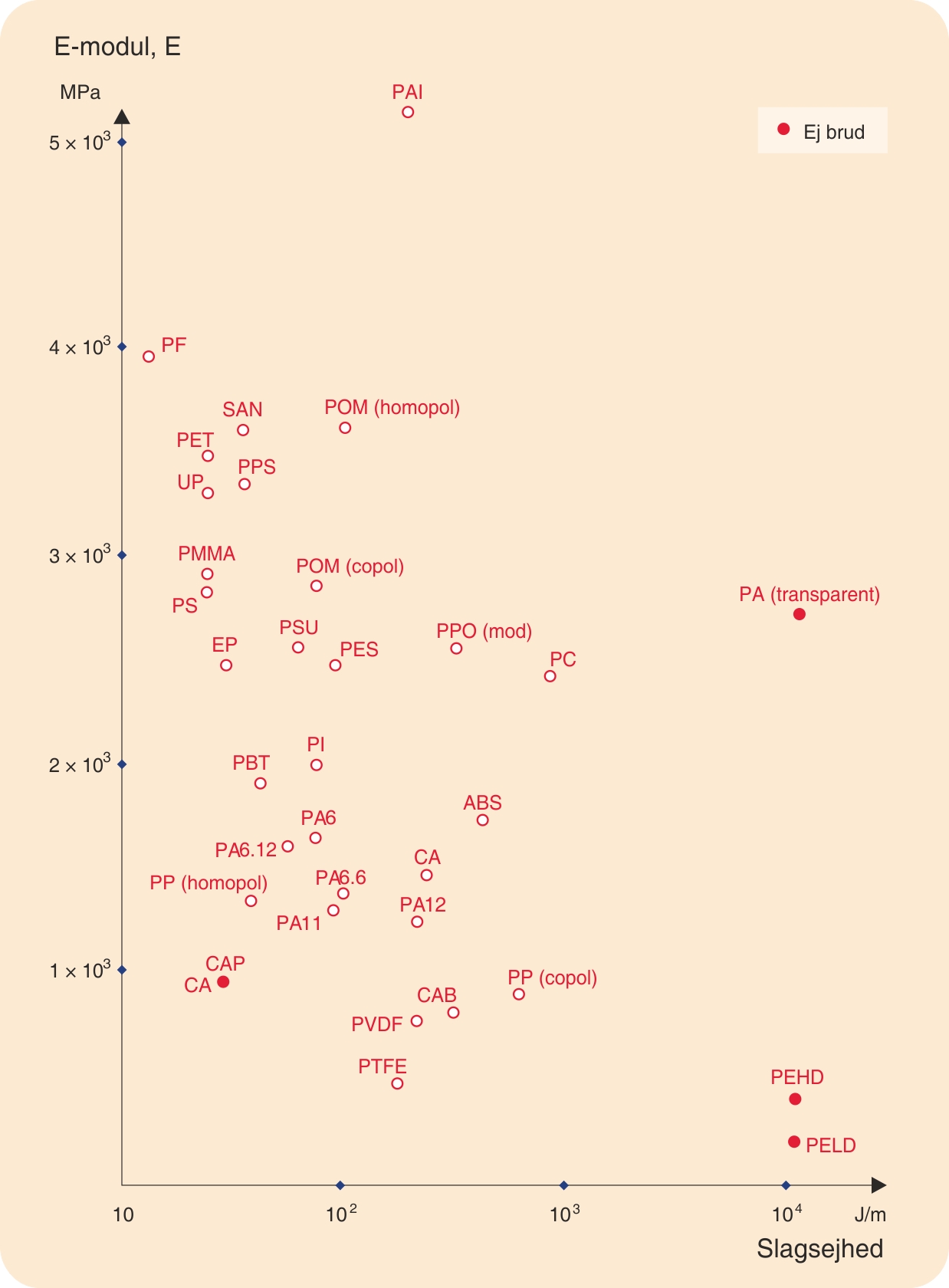
Mens hårdhed og elasticitetsmodul som før nævnt i almindelighed følges ad, er det omvendte tilfældet for slagsejhed.
Normale slagprøvningsmetoder baseres på kun et enkelt slag. Sådanne slagsejhedsværdier siger imidlertid intet om et materiales evne til at modstå gentagne slagpåvirkninger. Det er vigtigt at vide, hvilken slagenergi et materiale kan optage ved gentagne slag i det uendelige, uden at der indtræder målelig ødelæggelse.
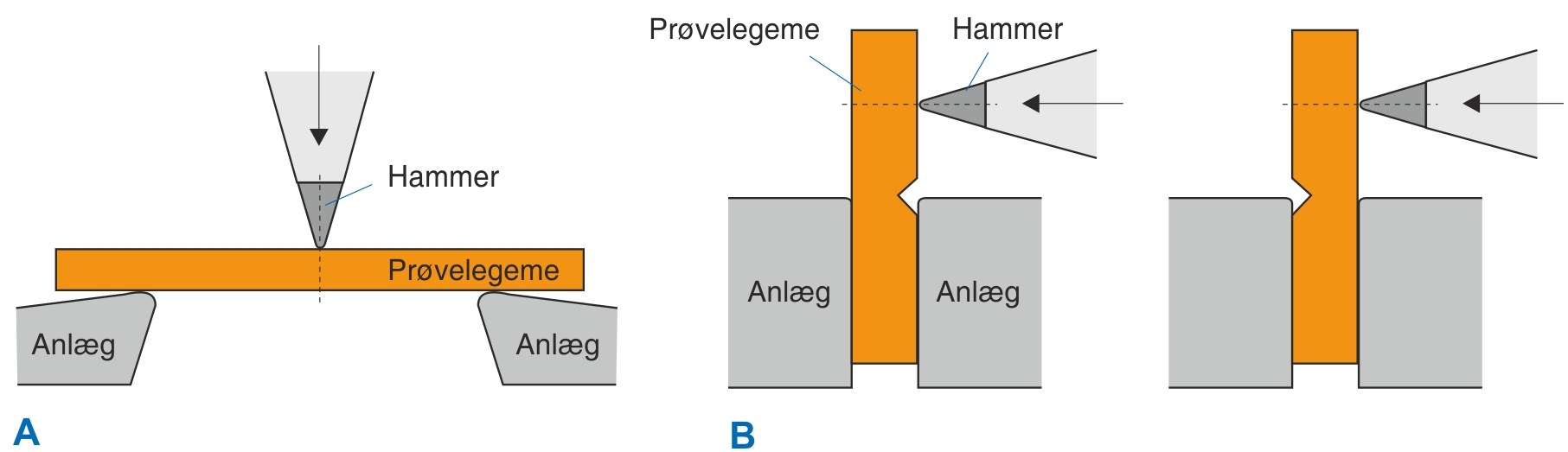
To almindeligt brugte principper for slagprøvning er Charpy-princippet (ISO 179) og Izod-princippet (ISO 180).
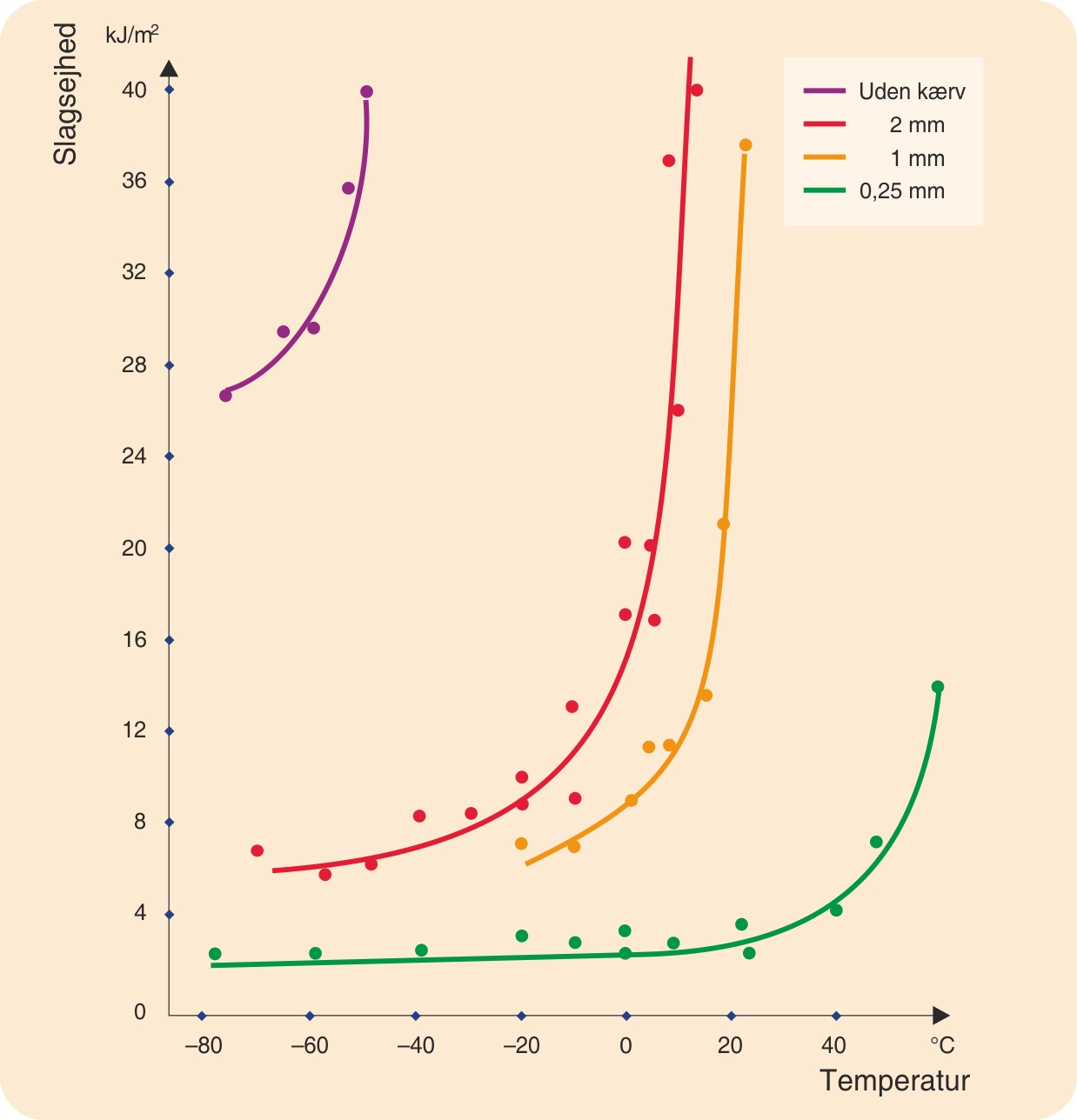
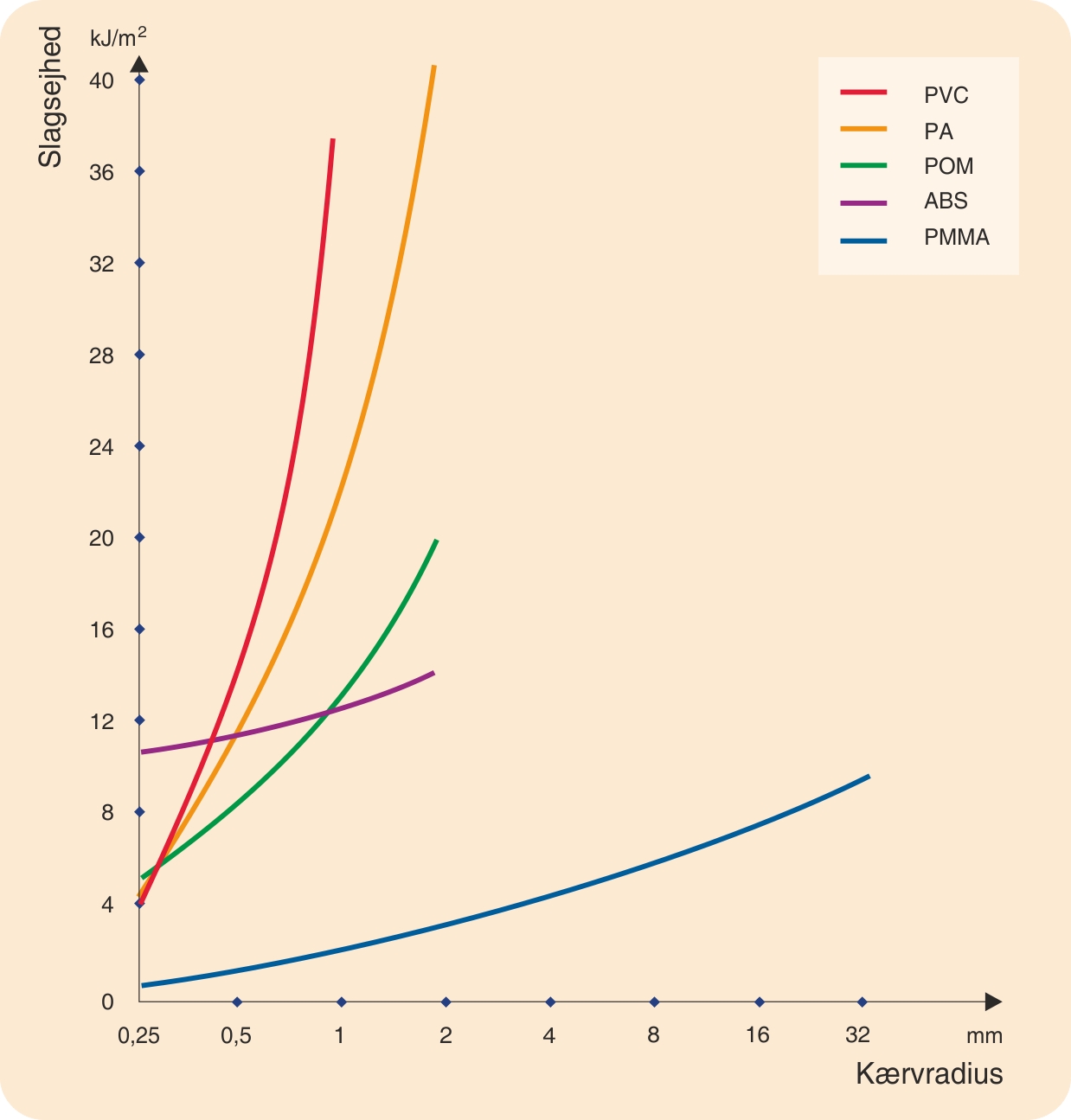
De fleste polymerers slagsejhed vil være påvirket af eventuelle materialedefekter, ridser og/eller mikrorevner. Et fremmedlegeme eller en anden defekt virker som en kærvanviser, og enhver ridse og mikrorevne er en kærv, som vil medføre spændingskoncentrationer.
Forholdet mellem et materiales slagsejhed med og uden kærv kaldes dets kærvfølsomhed.