Hårdhed
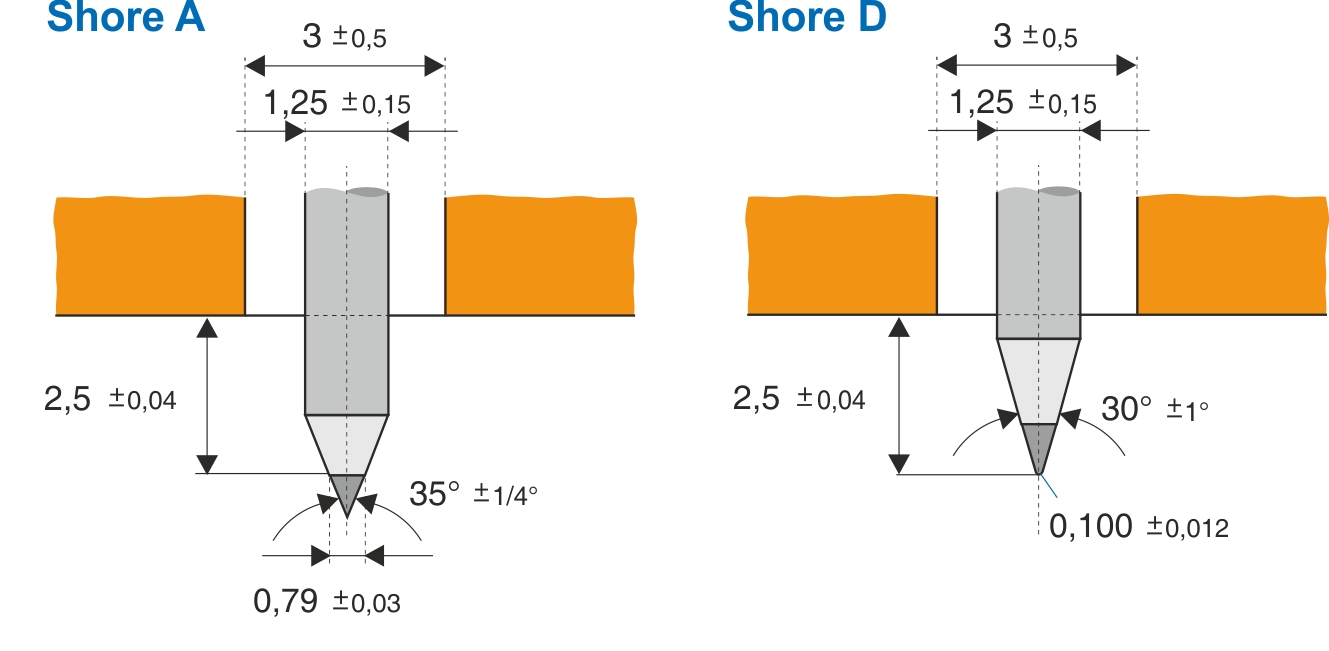
Et materiales hårdhed er dets evne til at modstå indtrængning af et fast legeme. Hårdheden bestemmes på grundlag af sammenhørende værdier af indtrængningsdybden af fx en kugle eller en keglespids og den dertil nødvendige kraft. Hårdheden af de enkelte polymerer afhænger af polymerens art, af temperaturen og af eventuelle tilsætningsstoffer. Desuden er hårdheden i nogen grad afhængig af prøvelegemets dimensioner, som ikke må være for små i forhold til indtrængningslegemets. Normalt vil hårdhed og elasticitetsmodul følges ad, således at hårdere materialer også har højere elasticitetsmodul.
Hårdhedsværdier opnået ved forskellige prøvningsmetoder er ikke sammenlignelige. For de almindelige plastpolymerer varierer kugletrykshårdheden mellem 10 N/mm2 for PELD og 180 N/mm2 for acrylplast.