Satin-væv
Med denne væv-type tilstræbes en glat overflade og så lidt kiper-effekt som muligt. Vævelængden og væverækkefølgen varieres som ved kiper-vævning, men udføres med andre værdier af væveparametrene. Specielt er flytningstallet l udelukket, da det giver kiper-mønster.
Der er principielt mange muligheder for at lave satin-væv, men en stor del kan ikke bruges eller bliver ikke brugt af følgende årsager: Nogle mønstre fører til en moderat kiper-effekt, nogle mønstre efterlader et antal tråde uden støtte i form af sammenkobling med de krydsende tråde.
Som eksempel på satin-væv af praktisk interesse anføres 5-satin-væv og 8-satin-væv. De brugbare typer er anført i ovenstående tabel.
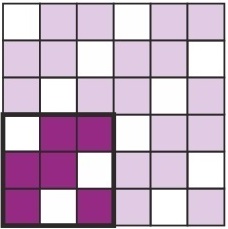
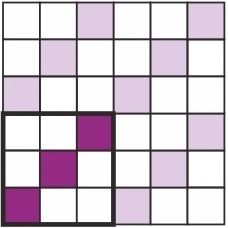
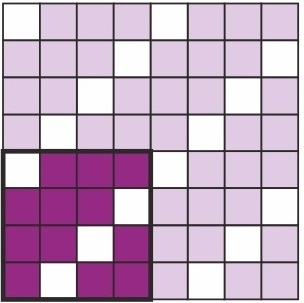
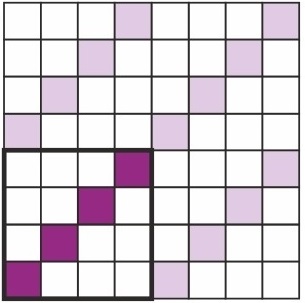
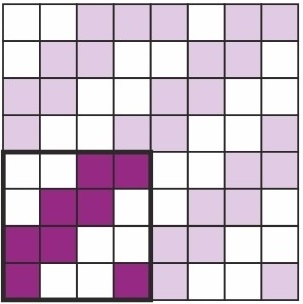
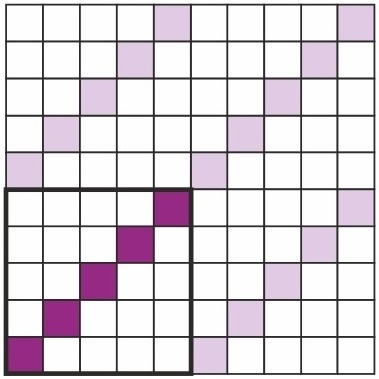
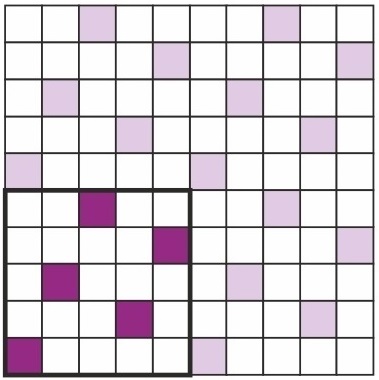
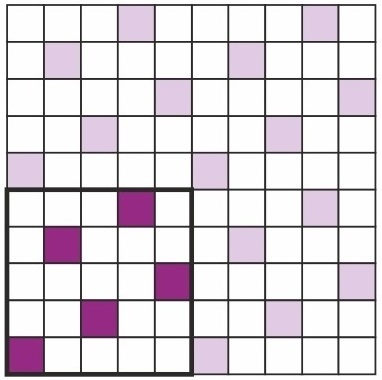
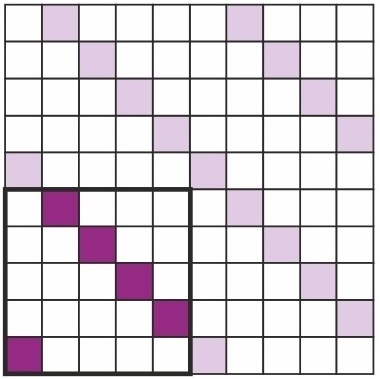
Nedenfor ses forskellige variationer af 5-satin-væv (atlask) med væveparametre og skitser
af mulige vævmønstre.
De fire mulige 5-satin-væv med de tilhørende flytningstal. For nf = l og 4 fås kiper-væv, som er hinandens spejlbilleder. For nf = 2 og 3 fås egentlige 5-satin-væv, som også er hinandens spejlbilleder