PE- og PP-værktøj
På grund af problemerne med at få plasten til at flyde sammen i dornholderværktøjet har man udviklet et værktøj, som er velegnet til fx PE og PP.
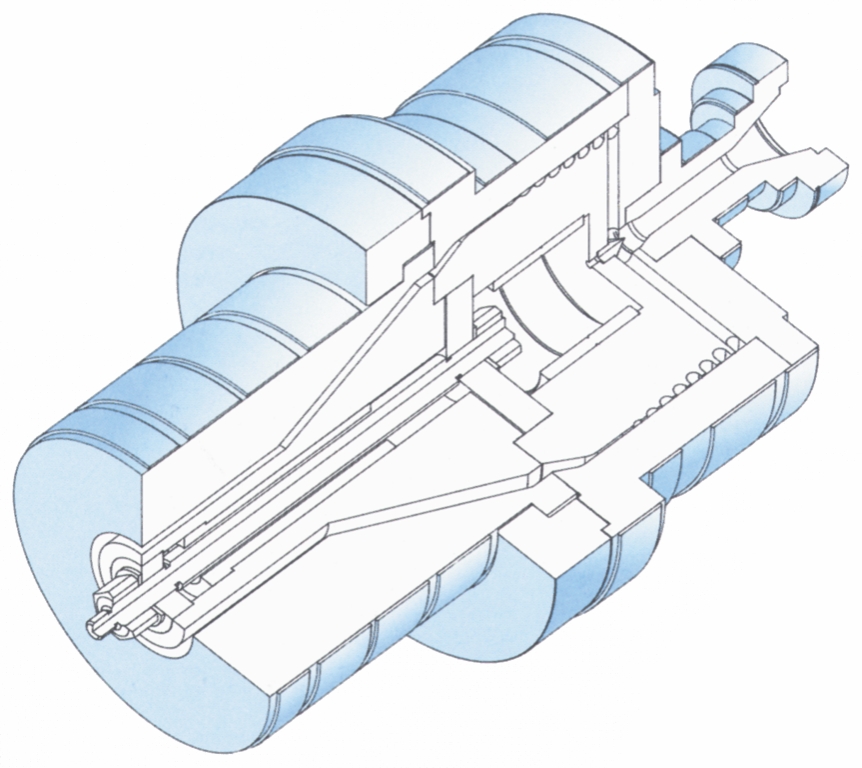
Dornholderen er her erstattet af en spiralformet fordelerblok/dorn. Materialet bliver presset fra centrum (filter og hulplade) ud mod siderne gennem et antal huller og ud i en række spiralformede kanaler udvendigt på fordelerblokken/dornen. Disse kanaler fordeler plasten hele vejen rundt om dornen. Dornens diameter bliver gradvis mindre ud mod dysen, hvorved de spiralformede kanaler afleverer en lagvis fordelt masse rundt om dornen. Den lagvise fordeling af materialet sikrer bedre sammenflydning.
Den efterfølgende sammenpresning i dysen på diameteren sikrer røret mod svind og spændinger.
Vulst
I tilfælde, hvor røret skal have meget stor godstykkelse, kan det være et problem at sikre ordentlig sammenflydning på grund af manglende modtryk. Derfor er der ofte i disse værktøjer indbygget en ringformet vulst på dornen. Denne vulst går meget tæt på yderværktøjet, således at der opbygges et meget stort tryk før vulsten. Derved sikres et meget højt sammenflydningstryk.
Kalibrering
Slangen føres indvendigt i en kalibrator, som skal glatte, køle og derved fiksere rørets udvendige side på det kor