Monofilamenter
Vi kender dem fra fx tøj og tæpper. Vi kender dem fra fiskesnøre og garn, og vi kender dem fra tykke og stive kostehår. De kaldes under ét monofiler eller fibre. Det er alt fra meget tynde fibre til meget tykke børstehår.
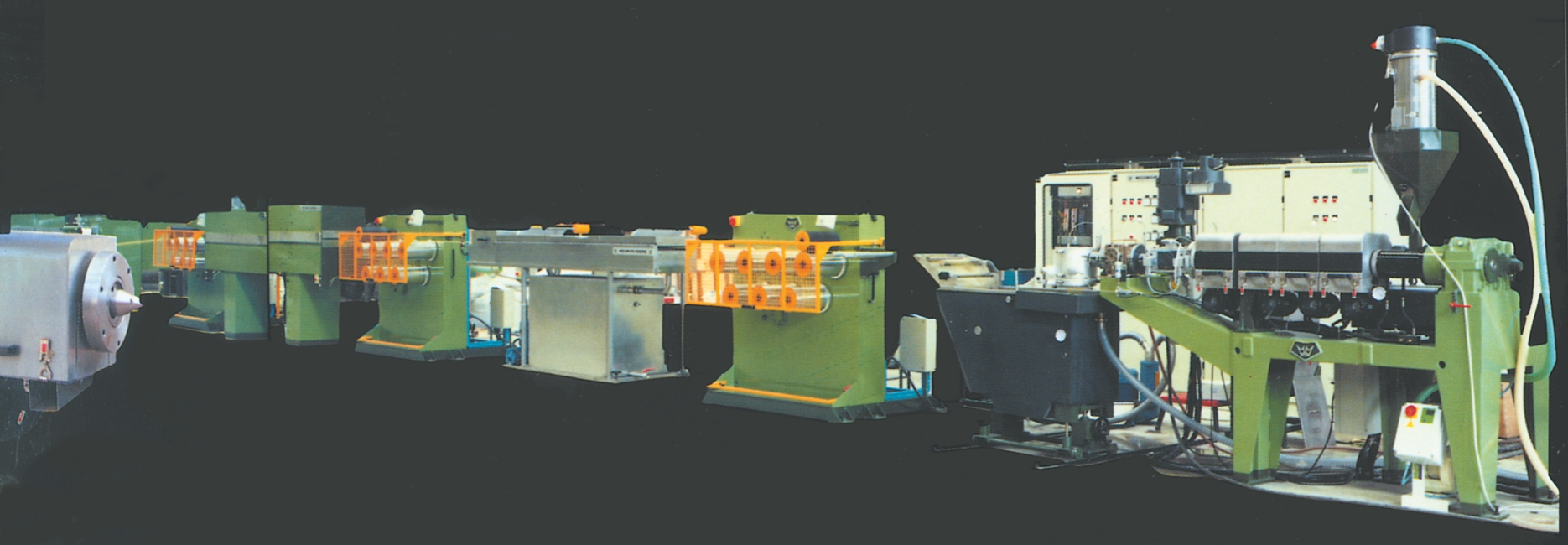
Ekstruderen presser plastmassen hen til en dyse med et passende antal huller. Efter at trådene er presset ud af dysen, ledes de gennem et kølende vandbad. Efter afkølingen opvarmes trådene igen og strækkes til mindre tykkelse.
Baggrunden for at trådene strækkes, er, at molekylerne skal rettes ud, således at de kommer til at ligge side om side på samme måde som fibrene i et reb. Derved opnår tråden/fiberen optimal styrke.
Efter strækningen spoles trådene/fibrene op på spoler og kan senere gå til videreforarbejdning, fx i et væveri.