Kompressionszone
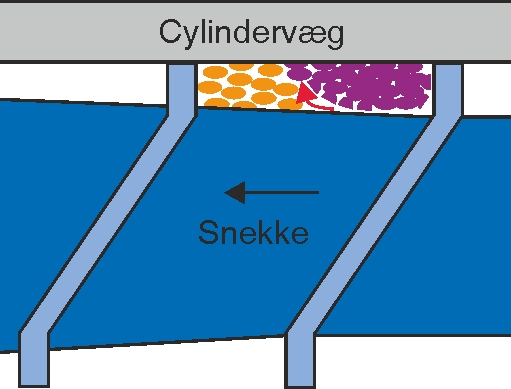
Når plasten kommer frem til kompressionszonen, er en større del af den plastificeret, men der mangler stadigt den del, som befinder sig i den forreste del af hulrummet mellem gængerne.
På grund af den vigende plads presses plasten hårdere og hårdere mod cylindervæg og snekke. Derved opnås endnu bedre varmeoverførsel fra cylinderen, og snekkerotationen giver mere varmetilskud i form af friktionsvarme.
Varmen fordeler sig langsomt, men snekkens rotation hjælper med fordelingen, ved at den drivende gænge skraber plastmaterialet af cylindervæggen, så nyt materiale kan komme i berøring med cylindervæggen.
Hvis der er vakuum- eller afdampningszone med skueglas på ekstruderen, vil man her kunne se, at plasten ligner ”en ikke helt færdigæltet dejmasse”, som det kendes fra bagning.
I kompressionszonen presses plasten desuden så hårdt sammen, at den resterende luft mellem de resterende granulatkorn fortrænges bagud mod tragten.