Fødezone
Granulatet eller pulveret er relativt koldt og stift, når det falder ned om-kring snekken. Det kan være forvarmet, men må ikke være for blødt. Snekkegængerne er da i stand til ved snekkens rotation at skubbe materialet fremad.
Det er meget vigtigt, at materialet i starten er tilstrækkeligt stift. Hvis det var eller blev letflydende lige under tragten, ville det blot klæbe fast til snekken og følge med denne rundt eller flyde tilbage i gængerne, mens snekken roterer. Det skal være fast materiale, som snekken skubber på.
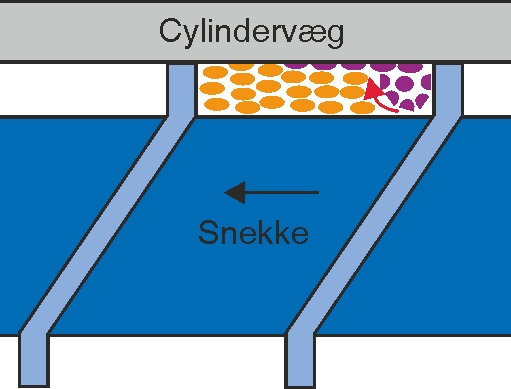
Igennem fødezonen sker der en vis opvarmning af materialet, men det er kun den del af plasten, som er i berøring med cylindervæggen, der bliver blødgjort. Gængen vil så under rotationen skrabe den blødgjorte plast af cylindervæggen. Plasten bliver presset ned langs gængevæggen af den kontinuerlige strøm af nyt, afskrabet materiale. Derved opstår der rotation i den blødgjorte plast i den bagerste del og i bunden af hulrummet mellem gængerne.
Vi må forestille os, at dette blødere materiale strømmer i større og større ”cirkler” foran gængen, mens flere og flere af plastkornene smeltes.
Luften har dog hele tiden mulighed for at undvige bagud gennem det ikke smeltede materiale.