Miksning af PVC
PVC kan fås som granulat ligesom de andre plasttyper. Men mange virksomheder vælger at købe PVC’en hjem i pulverform. Det indebærer, at man selv blander de stoffer i, som er nødvendige for at opnå den kvalitet og de egenskaber, man ønsker. Nogle af de materialer, der oftest blandes i, er forskellige typer af PVC, varmestabilisatorer, smøre- og glidemidler, fyldstoffer og farver samt andre additiver, fx blødgører og UV-stabilisatorer.
Da næsten ingen ekstrudere er i stand til at blande alle disse stoffer effektivt nok, inden temperaturen i ekstruderen kommer for højt op, blander eller mikser man råvarerne i en mikser forud for ekstruderingen.
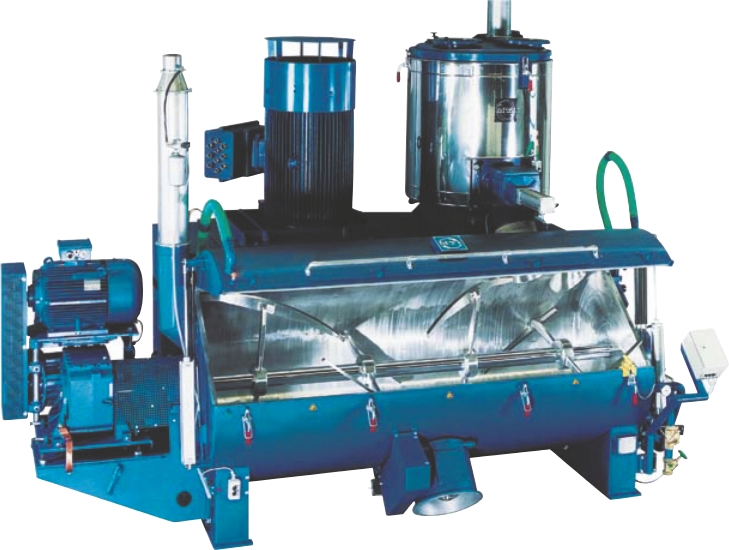
Mikseren består af en beholder, der ofte kan rumme flere hundred kg. Når beholderen er fyldt med de forskellige komponenter, startes en vandretliggende rotor (har form som en propel) i bunden af beholderen. Denne rotor roterer med så høj hastighed, at blandingen efterhånden varmes kraftigt op på grund af friktionsvarmen.
Når temperaturen i blandingen når op omkring 115-125 °C (gældende for stiv PVC), stoppes rotoren. Temperaturen for den enkelte type af blanding er ret vigtig og indstilles med en nøjagtighed på 1 °C.
Samtidigt med at rotoren stoppes, åbnes en luge i bunden af beholderen, og blandingen falder ned i en anden beholder, kølemikseren. Den nederste beholder er vandkølet, og rotoren, som her kører meget langsommere, har til opgave at holde materialet i bevægelse, og få det kølet mod beholderens kolde væg. Det er vigtigt at få materialet kølet ned hurtigt, da PVC’en ellers kan begynde at pakkes i små klumper.
Når blandingen er kølet ned til 30-40 °C, kan den hældes over i en silo eller i ekstruderen.