Dobbeltsnekke
Stiv PVC leveres som pulver til mange store fabrikker, som ønsker at lave deres egne blandinger. Dette pulver ligner mest mel.
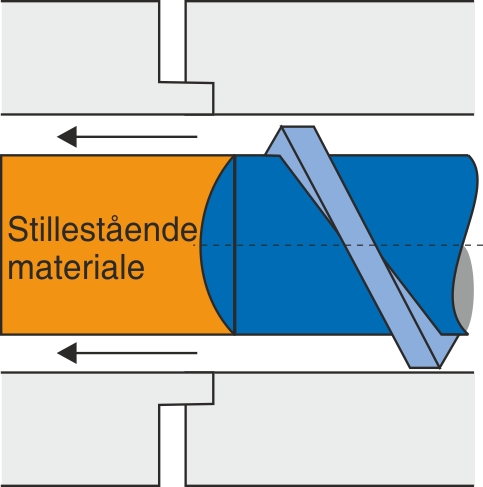
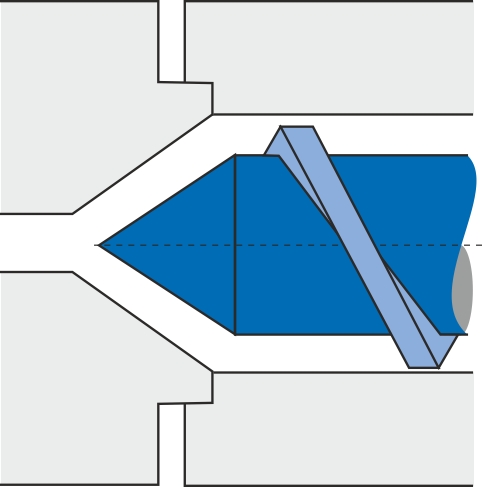
For at kunne tvinge pulveret frem i cylinderen er det nødvendigt at benytte en dobbeltsnekkeekstruder. Dobbeltsnekkeekstruderen adskiller sig med sine to snekker i cylinderen fra enkeltsnekkeekstruderen i både opbygning og proces.
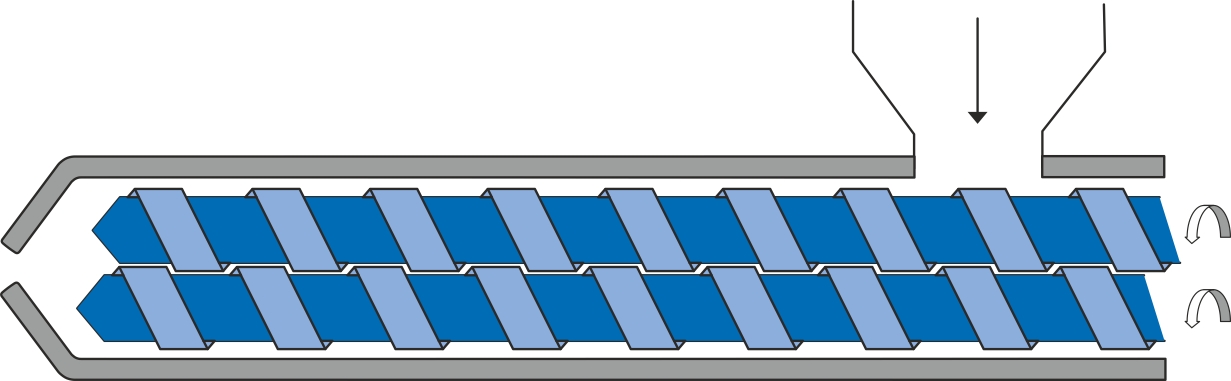
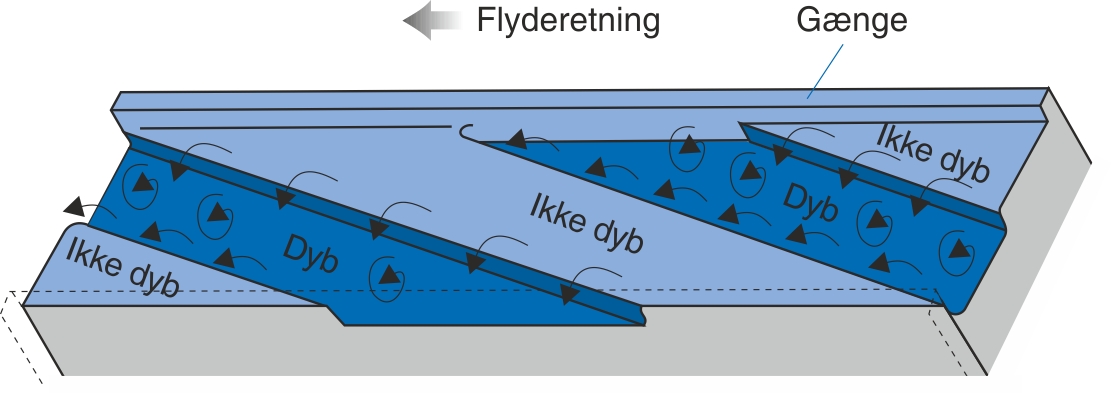
De to snekker drejer normalt modsat hinanden. Da den ene snekke også har modsat omløbsretning på gængerne, og snekkerne ligger så tæt sammen, at gængerne går i indgreb med hinanden, vil materialet tvinges fremad. De to snekker virker ved rotation som en pumpe, der tvinger materialet fremad og opbygger tryk i cylinderen.
Da snekkerne har indgreb for hver gængestigning, transporteres materialet i små lukkede rum.
Trykopbygningen må derfor ske ved at reducere volumenet mellem gængerne frem mod snekkespidsen ved at mindske gængestigningen.
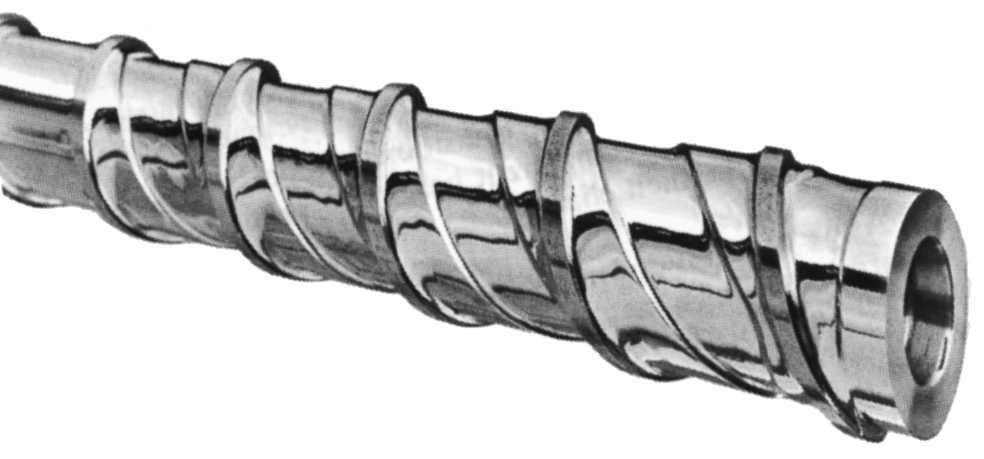
Der findes også, ligesom ved enkeltsnekker, mange forskellige typer dobbeltsnekker med bl.a. forskellige former for blandezone, hvor gængestigningen eller gængegeometrien ændrer sig, så materialet i de lukkede rum blandes til en homogen masse.
Enkelte maskinfabrikanter har udviklet snekker, som har samme omløbsretning. Disse snekker har da også samme omløbsretning på gængerne.