Køling
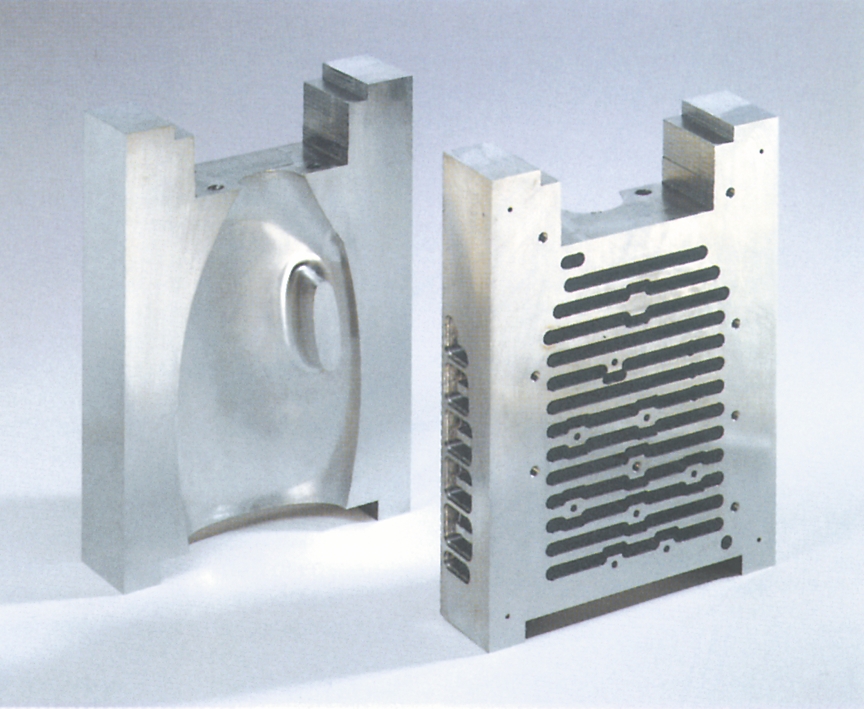
Den indbyggede køling i formen skal ligge så tæt op ad formhulrummet som muligt for at være så effektiv som muligt. Vandkanalerne kan være borede kanaler, men kan også være indstøbte rørsystemer.
Fælles for al vandkøling er, at der er risiko for tilkalkning og algevækst i rørene. Det betyder, at man skal huske at blæse vandkanalerne tomme for vand ved produktionsafslutning. Endvidere bør man ved dårlig køling eller længere køletid end sædvanligt sikre sig, at der er passage, og at køleslanger er monteret korrekt.

Formens overfladetemperatur er ret afgørende for emnets overflade. Den generelle betragtning er, at jo varmere formen er, jo blankere bliver emnet, og jo flere detaljer bliver synlige. En kold form giver matte emner med udflydende detaljer.
Af økonomiske hensyn ønsker man at køre med så lav formtemperatur som muligt, da køletiden derved bliver kortere. Hver plasttype har dog en generel temperatur, hvorved emnet opnår den højeste grad af overflade-finish. Her vises en liste over anbefalede formtemperaturer for forskellige plasttyper. Emnets kvalitet kan også forringes ved forkert formtemperatur.
Anbefalet formtemperatur afhængigt af materiale
| Plasttype | Formtemperatur (°C) |
|---|---|
| POM | 80-100 |
| PA | 20-40 |
| PELD, PEMD og PEHD | 15-30 |
| PVC | 15-30 |
| PC | 50-70 |
| PMMA | 40-60 |
| PP | 30-60 |
| PS | 40-65 |