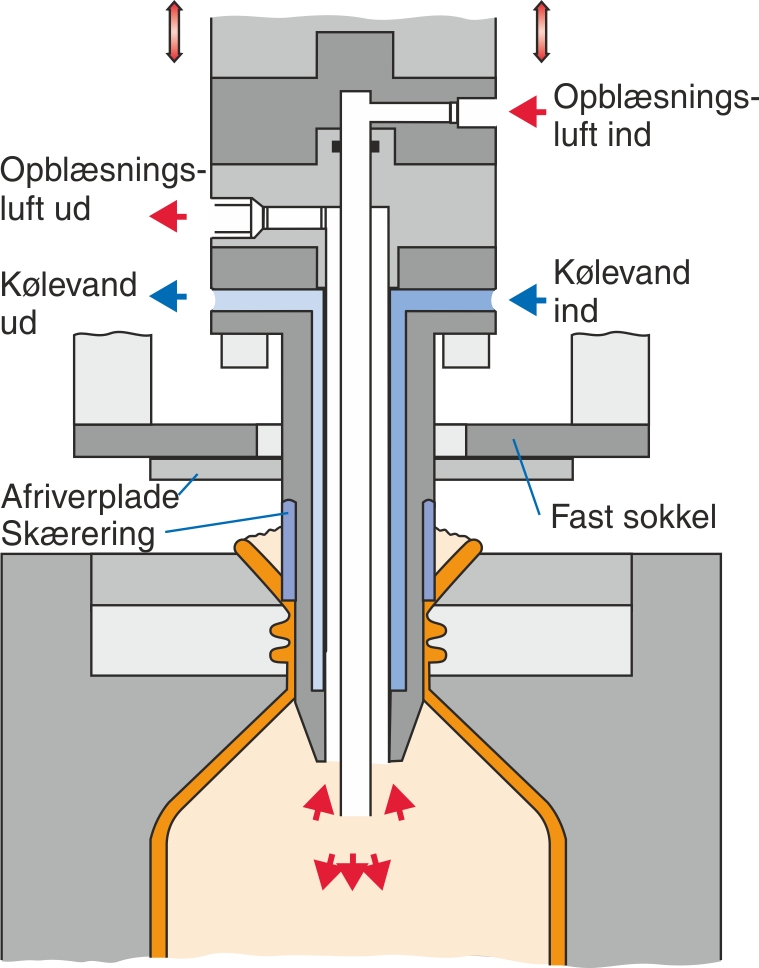
Blæsedorn
Blæsedornen er indrettet til at kunne udføre flere funktioner fx:
- At presse plast ud mod formen i halsåbningen og eventuelt ind i et gevind
- At forme (kalibrere) hullet i flasken/emnet
- At køle plasten omkring kalibratordelen ved hjælp af den indbyggede vandkøling i blæsedornen
- At danne den flade anlægskant på en flaske ved hjælp af skæreringen, således at kapslen kan holde tæt
- At lede trykluft ind i slangen til opblæsning af den
- At bortlede en del af opblæsningsluften i køleperioden, således at der kan tilføres ny og koldere opblæsningsluft
- At bortlede opblæsningsluften inden afformningen
- At skære den overskydende slange fri
- At fjerne topflappen, når der produceres med indvendig slange
Blæsedornen skal centreres således, at den rammer præcist i midten af halsen. Desuden skal dornen tilpasses i højden, ellers ødelægges skæreringen og anlægspladen.
Dornens bevægelseshastighed kan normalt reguleres, og det er vigtigt, at man dæmper hastigheden til “sneglefart”, mens man foretager justeringer i højden samt centrering.
Jo mere man åbner for luftgennemstrømningen på afgangsluften, jo bedre køling får man på tykke emner, da luften inde i emnet ret hurtigt varmes op af den varme plast.
Vandkølingen indvendigt i dornen forhindrer, at plasten klæber på dornen. Desuden køler det plasten i halsen.
Følgende produktionsmetode anvendes ofte: Når formen er kørt på plads under blæsedornen, går denne ned i hullet på slangen. Ofte lader man dornen begynde at blæse, mens den er på vej ned, således at den køler slangen indvendigt. Derved undgås, at slangen klæber til dornen.
Når emnet er kølet af, “afluftes” formen, hvilket betyder, at trykluften afbrydes, og overtrykket inde i emnet lukkes ud. Derefter åbner formen sig.
Montering af blæsedorn
- Blæsedornen monteres og fastspændes i blæsedornholderen.
- Blæsedornen køres forsigtigt ned mod formen (hastigheden drøvles/sænkes ved hjælp af drøvleventilen).
- Blæsedornens højde indstilles, således at den ikke rammer skære- pladen og derved ødelægger skæreringen.
- Derefter centreres blæsedornen ved hjælp af centrerskruerne på blæsedornholderen, således at dornen rammer præcis i midten af halsåbningen.
- Højden på blæsedornen kan nu efterjusteres. Den endelige efterjustering af højden kan dog først foretages under indkøring, således at topflappen slipper let.
- Blæselufts- og kølevandsslanger monteres.
- Eventuel afstryger monteres og centreres, således at den ikke ridser blæsedornen.