Termoplastiske polyestre
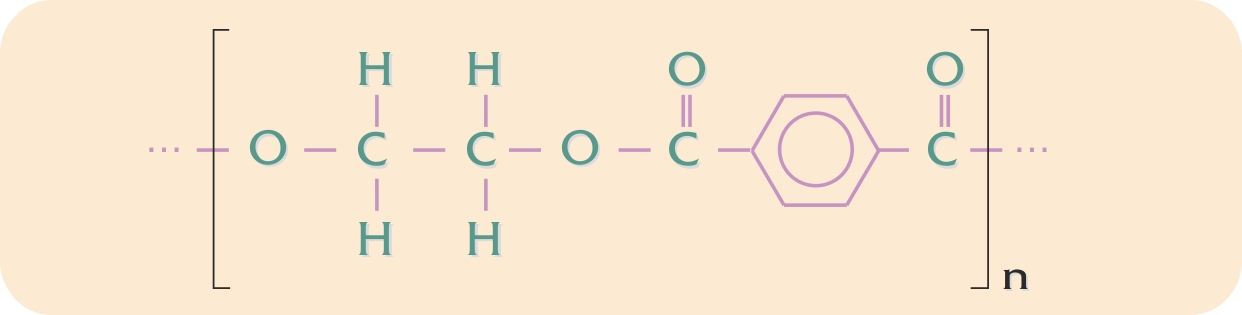
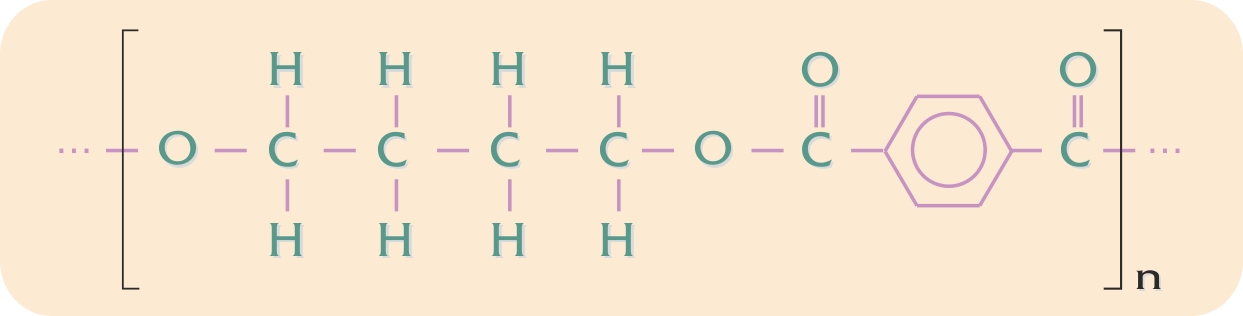
Polyethylenterephthalat og polybutylenterephthalat
Polyethylenterephthalat (PET) forekommer både som amorf og som del-krystallinsk termoplast, mens polybutylenterephthalat (PBT) kun fore-kommer i delkrystallinsk tilstand. I amorf og upigmenteret tilstand er PET transparent og farveløs, mens materialet i delkrystallinsk tilstand er ugennemsigtigt og hvidt. PBT er altid ugennemsigtig og hvid.
De to polyestertyper adskiller sig afgørende fra hinanden med hensyn til dannelse og vækst af krystallitter. I PET dannes således kun krystallitter, hvis materialet er tilsat særlige kimdannere, såkaldte nukleater. I modsætning til PET krystalliserer PBT spontant. PET på amorf form betegnes undertiden PET-A, og på krystallinsk form PET-C. En glykolmodificeret copolymer betegnes PET-G. Hos de termoplastiske polyestere i delkrystallinsk tilstand kombineres stor styrke, stivhed og hårdhed. Desuden besidder materialerne gode slid- og friktionsegenskaber. På grund af ringe fugtoptagelse bibeholdes deres elektriske egenskaber over et bredt temperatur- og fugtighedsområde. De er derimod meget følsomme over for hydrolytisk nedbrydning ved højere temperatur end 50 °C.
Termoplastiske polyestere har gode barriereegenskaber over for luftarter som oxygen og carbondioxid. Dette forhold udnyttes navnlig i forbindelse med amorf PET.
Egenskaber
De forholdsvis lave glasovergangstemperaturer (PET: 70 °C og PBT: 50 °C) medfører, at også materialernes formbestandighedstemperaturer (HDT), bliver forholdsvis lave. Det kan der imidlertid rådes bod på ved fiberforstærkning.
De krystallinske smeltepunkter er 265 °C for PET og 225 °C for PBT.
Hvis der ikke er tale om mekanisk belastning eller vandigt miljø, kan de termoplastiske polyestere anvendes vedvarende ved temperatur op til 100 °C.
På grund af forholdsvis lille varmeudvidelseskoefficient, ringe vandoptagelse og beskedent støbesvind kan produkter, der er fremstillet i termoplastisk polyester, opnå relativt stor målfasthed.
Krystallinsk PET hører til de termoplast, der har bedst kombination af styrke, stivhed og hårdhed. I amorf tilstand forøges sejheden, men samtidig formindskes stivheden og hårdheden.
Til konstruktive formål skal PET være i krystallinsk og/eller i fiberforstærket tilstand for at kunne bevare stivheden ved forhøjet temperatur.
Generelt udviser PBT ringere styrke end PET i delkrystallinsk tilstand.
PET og PBT har fremragende slid- og friktionsegenskaber.
Både PET og PBT har gode elektriske isolationsegenskaber. De dielektriske egenskaber er mere beskedne, idet den dielektriske tabsfaktor ved 1 MHz er 0,01-0,02. De elektriske egenskaber påvirkes ikke nævneværdigt af fugt.
Termoplastiske polyestere udviser stor krybestrømssikkerhed og er bestandige mod elektrolytisk korrosion.
Termoplastiske polyestere absorberer UV-lys. PBT er en grad mere følsom over for fotolytisk nedbrydning end PET. Materialerne udviser dog middelgod bestandighed set i en fotokemisk sammenhæng.
PET og PBT er villigt brændende materialer, der imidlertid kan brandhæmmes ved hjælp af tilsætningsstoffer.
Termoplastiske polyestere optager kun lidt vand og angribes ikke af vand ved stuetemperatur. Ved temperatur højere end 50 °C sker der imidlertid hydrolytisk nedbrydning.
Termoplastiske polyestere udviser betydelig tæthed over for vanddamp, luftarter og aromastoffer.
Materialerne udviser god bestandighed mod mineralolier og opløsningsmidler. På grund af deres tilbøjelighed til at hydrolyseres er bestandigheden over for syrer og baser begrænset.
Der er en gradsforskel i kemisk bestandighed af de to polyestertyper, idet PET gennemgående er mest modstandsdygtig over for organiske kemikalier, mens omvendt PBT er mest modstandsdygtig over for uorganiske kemikalier.
Hidtidige undersøgelser tyder på, at de termoplastiske polyestere kun i ringe grad viser tendens til spændingsrevnedannelse.
Foruden grundtyperne findes der en række glasfiberforstærkede typer med et rigt varieret glasindhold. Desuden forekommer der en række polymerlegeringer.
Forarbejdningsmetoder
På grund af følsomheden over for hydrolytisk nedbrydning er omhyggelig fortørring nødvendig, inden forarbejdning kan finde sted. Det maksimalt tilladelige vandindhold er 0,02 %.
Sprøjtestøbning er den mest anvendte forarbejdningsmetode, men også ekstrudering kan anvendes. Det sker fx ved fremstilling af glasklare folier i PET.
Fremstilling af PET-flasker sker ved sprøjteblæsning.
Anvendelseseksempler
Fødevaresektoren: Glasklare flasker i PET til kulsyreholdige produkter, bakker til ovnretter, stegefolier.
Maskin- og apparatsektoren: Ruller, hjul, koblingsdele til kontormaskiner, håndtag og bundplader til husholdningsmaskiner, pumpedele.
Lyd- og videosektoren: Bærefolie til lyd- og videobånd.
Automobilindustrien: Mekaniske og elektriske komponenter til brug under motorhjelmen.
Elektroindustrien: Kontakter og holdere af enhver art.
Eksempler på handelsnavne på PET og PBT
PET: Arnite (DSM), Crasting (Ciba-Geigy), Rynite (DuPont), Vestodur (Degussa-Hüls).
PBT: Arnite T (DSM), Pocan B (Bayer), Ultradur (BASF), Valox (General Electric), Dynalit (DN).