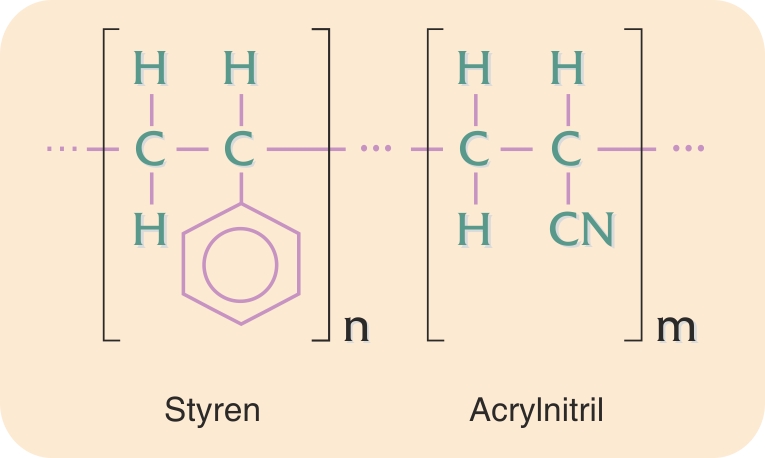
Styren-acrylnitril-copolymer
Styren-acrylnitril-copolymer (ofte kaldet polystyrenacryl-nitril) er en copolymer af styren og acrylnitril. SAN ud-mærker sig ved at have polystyrens klarhed, men større sejhed, og frem for alt ved, at det bevarer de mekaniske egenskaber ved højere temperatur. Andre karakteristika er god hårdhed, stivhed og dimensionsstabilitet samt høj transparens. Desuden er kemikaliebestandigheden bedre end hos polystyren.
Egenskaber
SAN er lige så transparent som standardpolystyren. SAN kan optage større slagenergi og modstå påvirkning fra flere kemikalier. SAN er således modstandsdygtig over for vand, fortyndede syrer og baser, blegemidler, vaskemidler, benzin og visse chlorerede hydrocarboner. Derimod angribes SAN af en række aromatiske forbindelser og af ketoner.
I sammenligning med standardpolystyren har SAN væsentligt forbedret bestandighed mod mekaniske spændinger såvel i luft som i mere aggressive omgivelser. For en SAN-kvalitet med 70 % styren er den kritiske spænding i luft dobbelt så høj som for PS. I mælk og smør er den fem gange så høj.
Over for en række kemikalier er bestandigheden mod spændingsrevnedannelse stor, ligesom træk- og bøjestyrke, stivhed, ridsebestandighed og krybeforhold er bedre end hos PS.
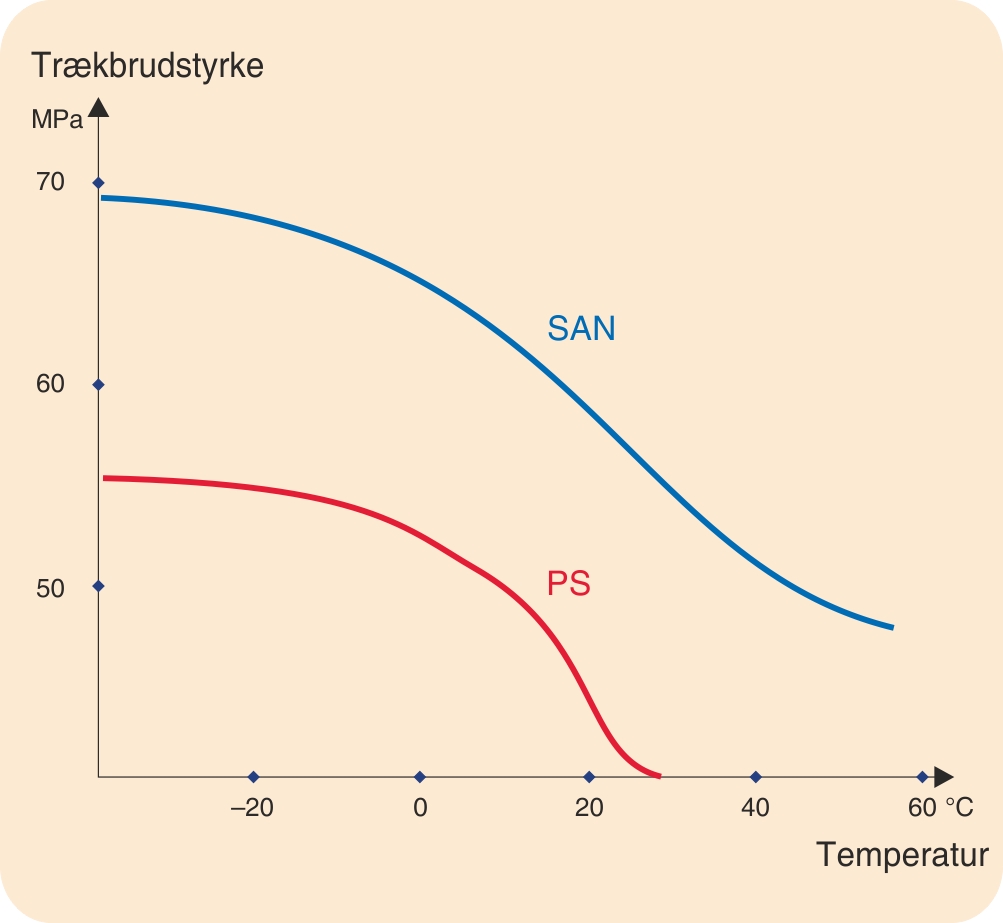
De mekaniske styrke-egenskaber bibeholdes ved højere temperatur end hos PS.
På tilsvarende vis forholder det sig med elasticitetsmodul og flydespænding.
Forarbejdningsmetoder
Ved 140-150 °C formgives polystyren både som homopolymer og de copolymere typer let ved sprøjtestøbning og ekstrudering, ligesom termoformning, presning og celleplastprocesserne er velegnede.
Typiske eksempler på anvendelse af polystyren (PS), slagfast polystyren (SB) og styren-acrylnitril-copolymer (SAN)
PS, SB: Emballage (også til levnedsmidler), engangsartikler.
PS, SB, SAN: Husholdningsartikler, elektroniske og elektriske komponenter, telekommunikationsudstyr, stærkstrømsdele.
SB, SAN: Køleskabs- og kølerumsdele, kabinetter til fotoapparater, elektriske apparater, husholdningsapparater og kontormaskiner, automobildele fx instrumentbrætter og kølergitre.
EPS: Termisk isolering, støddæmpende emballage, redningsmateriel, drikkebægre til varme drikke.
SAN: Elektronik: Videokassettevinduer og -spoler, telefonkomponenter, terminalkabinetter.
Automobilindustri: Instrumentlinser, batterikapsler, komponenter til instrumentpaneler. Glasfiberforstærket SAN erstatter i stigende grad me-taldele.
Husholdningsartikler: Komponenter i vaskemaskiner, blenderskåle, hårtørrere, drikkeglas, kander, skåle, krus.
Emballage: Kosmetikbeholdere, hylstre til læbestift, engangslightere.
Byggeindustri: Vinduespaneler, toiletsæder, batterikasser.
Eksempler på handelsnavne på styrenbaserede termoplast
PS: Hostyren (Hoechst), Polystyrol (BASF), Vestyron (Degussa-Hüls), BP Polystyrene (BP), Carinex (Shell), Gedex (CdF), Lacqrène (ATO), Edistir (EniChem), Lustrex (Monsanto), Styron (Dow), Diarex (Mitsubishi), Toporex (Mitsui), TOTAL Petrochemicals Polystyrene (TOTAL).
EPS: Hostapor (Hoechst), Styropor (BASF), Vestypor (Degussa-Hüls), Extiv (EniChem).
SB-copolymer: Stereon (Firestone), K-Resin (Phillips), Asaflex (Asahi Chemical), Styrolux (BASF), Clearen (Derki-Kaguku), FINACLEAR (TOTAL).
Handelsnavne på de gummiiblandede PS-typer følger i store træk navnene på PS (se ovenfor).
SAN: Luran (BASF), Kostil (EniChem), Sicoflex (Mazzucchelli), Lustran (Monsanto), Tyril (Dow), Litac (Mitsui), Sanrex (Mitsubishi), Vestyron (Degussa-Hüls).